15. Реверсоры
У барабанного реверсора типа ПР-720 (рис. 49) тепловоза ТЭМ2 при осмотре можно обнаружить: раковины, задиры и следы выработки на рабочих поверхностях подвижных контактов (сегментных барабанов), перегрев неподвижных главных контактов вследствие слабого их нажатия, загрязнения или некачественной обработки рабочих поверхностей подвижных контактов, нарушение очередности замыкания главных и вспомогательных контактов, трещины и изломы различных деталей.
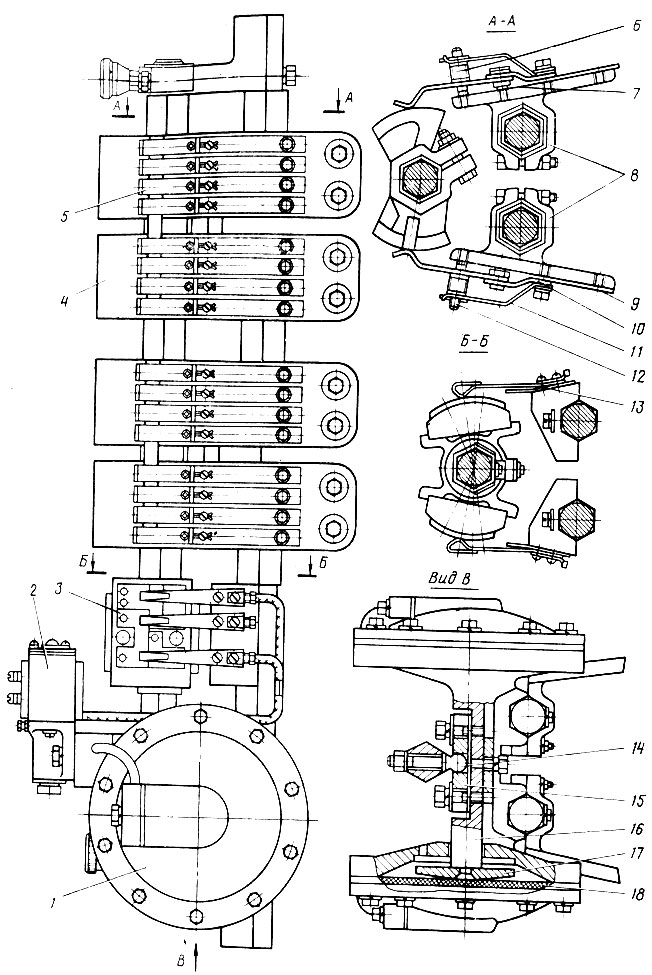
Рис. 49. Реверсор типа ПР-720: 1 - привод; 2 - электропневматический вентиль; 3 - вспомогательные контакты; 4 - главные подвижные контакты; 5 - главные неподвижные контакты; 6 - пружина; 7 - штифт; 8 - контактодержатели; 9 - медная планка; 10 - гибкий шунт; 11 - скоба; 12 - регулировочный винт; 13 - вспомогательный неподвижный контакт; 14 - поводок; 15 - пластина; 16 - шток; 17 - диск; 18 - диафрагма
На тепловозах ТЭМ2 применяется также кулачковый реверсор типа ППК-8023, отличающийся от реверсора типа ППК-8063 (рис. 50) тепловозов 2ТЭ10Л, В и М только числом кулачковых шайб и главных контактов. К исправностям кулачковых реверсоров относятся трещины контактодержателей и ослабления их на стойках, ослабления кулачковых шайб, износ их рабочих поверхностей, трещины и отколы шайб, износ осей и роликов, разработка отверстий в рычагах, поломка и потеря упругости пружинами.
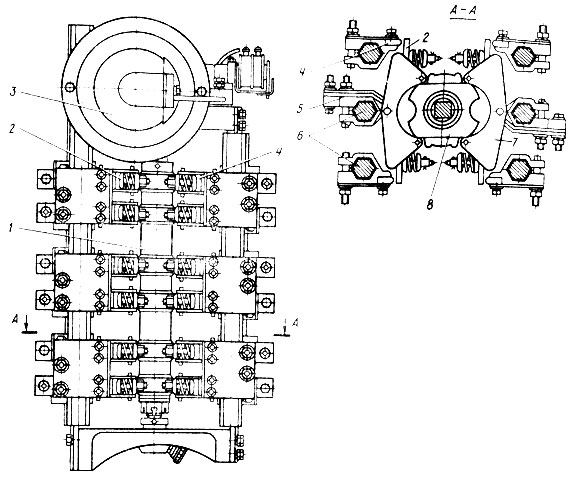
Рис. 50. Реверсор типа ППК-8063: 1 - вал; 2 - главный подвижной контакт; 3 - привод; 4 - главный неподвижный контакт; 5 - гибкий шунт; 6 - стойки; 7 - рычаг; 8 - кулачковая шайба
У всех типов реверсоров встречаются подгары, оплавления и износ главных и вспомогательных контактов, подгары и оплавления гибких шунтов, повреждения изоляции, вялое срабатывание вследствие разрыва диафрагмы, неисправности электропневматических вентилей.
Неисправности контактов, трещины и изломы деталей определяют внешним осмотром. Вялое срабатывание и пропуски воздуха выявляют при подаче сжатого воздуха к реверсору, переключая его вручную, путем поочередного нажатия на кнопки электропневматических вентилей. Повреждения изоляции обнаруживают с помощью мегаомметра, а износы деталей - путем обмеривания их обычным измерительным инструментом.
Осмотр и проверка реверсора при техническом обслуживании и текущих ремонтах.На ТО-3 реверсор очищают от пыли и грязи, осматривают его детали и зачищают главные и вспомогательные контакты по технологии, используемой при ремонте контакторов.
Толщина главных неподвижных контактов реверсора ПР-720 должна быть не менее 3 мм. У реверсора ППК-8063 минимальная толщина подвижного главного контакта равна 8 мм, а минимальная длина неподвижного - 27 мм. Сломанные или потерявшие упругость пружины заменяют. Места с незначительными подгарами кулачковых шайб реверсора ППК-8063 промывают бензином, протирают сухими салфетками и покрывают красной эмалью ГФ-92-ХС. При значительных подгарах кулачковых шайб, а также при обнаружении в них трещин и отколов реверсор снимают с тепловоза и ремонтируют в электроаппаратном отделении.
Рабочие поверхности подвижных контактов реверсора ПР-720 смазывают тонким слоем технического вазелина, а рабочие поверхности кулачковых шайб и роликов реверсора ППК-8063 - тонким слоем смазки ЖРО.
На ТР-1 и ТР-2 дополнительно проверяют герметичность штуцерных соединений воздушных трубок реверсора и осматривают фланцы камер пневмопривода. Проверку выполняют путем поочередного нажатия на кнопки электропневматических вентилей и выдержки в течение 2-3 мин. Для обнаружения утечек воздуха эти соединения смачивают мыльным раствором. Утечки воздуха по штуцерным соединениям, через клапаны вентилей и через фланцы камер не допускаются. При обнаружении повреждения диафрагм их заменяют. Добавляют смазку ЖРО в отверстие пластины 15 (см. рис. 49) и в масленки подшипников вала. Для смазывания подшипников поворачивают на 1/2 оборота крышки масленок.
На ТР-3 реверсор снимают с тепловоза. Так же как и контакторы, его очищают от пыли и грязи. Для определения объема ремонта осматривают детали и, установив на стенд А253, проверяют его работу: четкость срабатывания, углы поворота вала от среднего положения в обе стороны, наличие утечек воздуха.
Ремонт главных контактов. Небольшие оплавления и подгары главных неподвижных контактов 5 реверсора ПР-720 (см. рис. 49) зачищают личным напильником или стеклянной шлифовальной бумагой, сохраняя их форму. Контакты, толщина которых после Взачистки будет менее 3 мм, а также сильно оплавленные или со средами перегрева, заменяют. Для снятия контакта 5 вынимают шплинт из винта 12 и, вывинтив болт, последовательно снимают скобу 11, контактную пружину 6 и контакт 5 с гибким шунтом 10. Исправные шунты снимают с контакта, для чего срубают штифт 7. На новый контакт устанавливают шунт и расклепывают штифт, а затем опаивают конец шунта, прилегающий к контакту по периметру, припоем ПОССу-40-0,5. Рабочую поверхность нового неподвижного контакта подгоняют к рабочей поверхности подвижного контакта. Если подвижные контакты требуют ремонта, подгонку контактов производят после его выполнения. Гибкие шунты неподвижных контактов со следами нагрева, подгарами и оплавлениями заменяют.
Рабочую поверхность подвижных контактов 4 зачищают стеклянной шлифовальной бумагой. При подплавлениях, обгарах и следах износа вал с неподвижными контактами снимают и рабочую поверхность их обрабатывают на токарном станке. Мелкие раковины, вскрытые при обработке, запаивают припоем ПОС-61 с последующей дополнительной обработкой. Если оказываются вскрытыми крупные раковины или имеются сильные оплавления и износ, подвижные контакты снимают с вала и наплавляют латунью ЛК-70, а затем устанавливают на вал и обрабатывают до чертежного размера.
Главные контакты реверсора ППК-8063 при необходимости зачищают личным напильником или стеклянной шлифовальной бумагой до металлического блеска, сохраняя при этом формы контактов. После зачистки толщина подвижного главного контакта должна быть равна 9,8-0,1 мм, а длина неподвижного - 29-0,5 мм. Изношенные контакты, размеры которых менее этих значений, а также имеющие следы перегрева, заменяют.
Подгоревшие и поврежденные гибкие шунты, выполненные из тонкой медной ленты, заменяют. У новых шунтов пропаивают концы и сверлят в них отверстия по чертежу. Шунт к подвижному контакту приклепывают подпятником и припаивают по периметру припоем ПОССу-40-0,5.
Контактодержатели неподвижных контактов и держатели рычагов 7 (см. рис. 50) с трещинами и отколами заменяют, ослабшие -закрепляют путем подтягивания крепящих болтов.
Разборка и ремонт привода. Пневматические приводы реверсоров ПР-720 и ППК-8063 устроены практически одинаково. На ТР-3 привод реверсора разбирают, диафрагмы очищают от грязи и протирают насухо, осматривают и проверяют на изгиб путем многократного изгиба на 180°. Диафрагмы с трещинами, разрывами, расслоениями, потерявшие эластичность, а также имеющие значительные продавления от дисков, заменяют. Новую диафрагму изготавливают из тканого прорезиненного ремня типа Б толщиной 6 мм. По контуру диафрагму вырезают ножом или ножницами, отверстия делают с помощью просечек.
Трещины в крышках и корпусе привода, а также у кронштейна разрешается заваривать, если они не выходят на резьбовые отверстия. Перед заваркой трещины разделывают. Заварку производят газовой или электросваркой. Детали с трещинами, выходящими на резьбовые отверстия, заменяют.
Ремонт электропневматических вентилей выполняют по технологии, описанной ранее.
Валы. Мелкие повреждения изоляции вала реверсора ПР-720 (см. рис. 49) зачищают и подклеивают миканит бакелитовым лаком или клеями из синтетических смол. Поверхностные расслоения, небольшие отколы изоляции разрешается заделывать изоляционной лентой. Во всех случаях для увеличения влагостойкости отремонтированной изоляции поверхность вала в месте ремонта покрывается двумя слоями красной эмали ГФ-92-ХС. При значительном повреждении I изоляции ее заменяют.
Ремонт вала реверсора ППК-8063 заключается в смене кулачковых шайб. При незначительных подгарах поврежденную поверхность кулачковой шайбы обрабатывают так же, как на ТО-3, ТР-1 и ТР-2. При значительных подгарах, а также при износе рабочих поверхностей, трещинах или отколах кулачковую шайбу заменяют. Для смены шайбы 8 вынимают вал 1 (см. рис. 50), выбивают с его нижнего конца штифт и последовательно снимают кольцо, шплинт, корончатую гайку и кулачковые шайбы. При последующей сборке вала проверяют зазор между валом и кулачковыми шайбами, который не должен превышать 0,15 мм. Если зазор превышает этот размер, разрешается устанавливать металлические прокладки между валом и шайбами.
Оси рычагов и роликов при износе свыше допустимых пределов и подшипники валов.при зазоре на масло более 2 мм или потере натяга заменяют.
Вспомогательные контакты. Вспомогательные контакты реверсора ПР-720 ремонтируют так же, как вспомогательные контакты контактора ПК-753, а реверсора ППК-8063 - как контакты контактора ТКПД-114В. Только толщина металлокерамической накладки вспомогательных контактов контактора ППК-8063 должна быть не менее 0,8 мм.
Сборка реверсора. При монтаже снятых для ремонта или новых деталей плотно затягивают резьбовые соединения. Должны быть установлены в соответствии с чертежом все штифты, шплинты, обычные и пружинные шайбы. Трущиеся узлы и детали реверсора смазывают смазкой ЖРО. При этом в масленки вала помещают по 50 г смазки, а на рабочие поверхности кулачковых шайб, роликов и осей смазку наносят тонким слоем вручную или кисточкой. Если ролики реверсора ППК-8063 изготовлены из бронзографита БГР-4, то смазывать их оси и рабочие поверхности кулачковых шайб запрещается. Рабочие поверхности подвижных контактов реверсора ПР-720 смазывают тонким слоем технического вазелина.
После сборки реверсора ПР-720 регулируют прилегание главных неподвижных контактов к рабочей поверхности подвижных. Линия касания их, определяемая с помощью отпечатка, должна иметь длину, равную не менее 80 % ширины неподвижного контакта. Нажатие главных контактов должно быть равно 50-60 Н, вспомогательных - 10-15 Н. При необходимости нажатие главных контактов регулируют, поворачивая винт 12 (см. рис. 49).
Длина линии прилегания главного подвижного контакта реверсора ППК-8063 также должна быть не менее 80 % его ширины. Раствор главных контактов - наименьшее расстояние между ними в отключенном положении - должен быть не менее 10 мм, а провал - расстояние между подвижным контактом и его упором - 3-7 мм. Нажатие главных контактов 300±15 Н. Оно проверяется при замкнутом положении контактов с помощью специального приспособления. В случае необходимости нажатие регулируют, изменяя затяжку контактной пружины с помощью регулировочной гайки. Нажатие вспомогательных контактов должно быть равно 1,1 - 1,3 Н, раствор - не менее 2,5 мм, провал - не менее 2,0 мм. Нажатие вспомогательных контактов определяют с помощью приспособления ПР822.
Собранный реверсор устанавливают на стенд А253 или А1727 и проверяют его работу при напряжении на катушках вентилей 53 В и давлении воздуха 0,35 МПа и при напряжении 75 В и давлении 0,675 МПа. В обоих случаях реверсор должен четко переключаться из одного положения в другое. Увеличивают давление воздуха до 0,75 МПа. Реверсор должен выдержать без повреждения такое давление в течение 1 мин в каждом из рабочих положений при включенном вентиле.
Для предварительной проверки пневмопривода на герметичность фланцы обеих диафрагм и штуцерные соединения воздушных трубок реверсора смачивают мыльным раствором. Появление пузырей не допускается. Испытания на герметичность проводят при давлении воздуха 0,675 МПа. К воздушной системе реверсора подключают резервуар емкостью 1 л, включают реверсор и отсоединяют резервуар и реверсор от питающей воздушной магистрали. Герметичность реверсора должна быть такой, чтобы за 10 мин давление в резервуаре снизилось не более чем на 0,0675 МПа. Проверку герметичности выполняют для обеих полостей пневмопривода. Измеряют сопротивление изоляции для обоих рабочих положений реверсора: цепей главных контактов и между цепями главных и вспомогательных контактов - мегаомметром на 1000 В, цепей вспомогательных контактов - мегаомметром на 500 В. Сопротивление изоляции измеряют между главными контактами и стойками, разомкнутыми главными контактами, цепями главных контактов и цепями вспомогательных контактов и управления, а также между вспомогательными контактами и стойками, цепью управления и стойками, разомкнутыми вспомогательными контактами. Сопротивление изоляции во всех случаях должно быть не менее 100 МОм.
Испытывают электрическую прочность изоляции реверсора переменным током с частотой 50 Гц и напряжением 4250 В, которое прикладывают в течение 1 мин между теми же точками, что и при измерении сопротивления изоляции мегаомметром на 1000 В. Электрическая прочность цепей вспомогательных контактов и цепи управления относительно стоек реверсора и между собой проверяется напряжением 1500 В.
Допуски при ремонте реверсора. У отремонтированного реверсора типа ПР-720 углы поворота вала от среднего положения в обе стороны должны быть одинаковы и соответствовать чертежу. Изоляционная вставка подвижных контактов не должна иметь ширину более 12 мм, а главные неподвижные контакты при повороте вала должны замыкаться одновременно по всей длине подвижных контактов. Замыкание главных контактов должно происходить раньше, чем вспомогательных, причем в момент замыкания вспомогательных контактов точки касания неподвижных главных контактов должны находиться на расстоянии 3-5 мм от изоляционной вставки. Установка на тепловоз реверсора, у которого главные и вспомогательные контакты замыкаются одновременно, запрещается.
При выпуске из ремонта реверсора ППК-8063 диаметры рабочих поверхностей кулачковых шайб должны быть не менее: у шайб, имеющих четные номера, считая от привода,- 142-140 мм; у имеющих нечетные номера - 140-138 мм. Кулачковые шайбы должны быть размещены симметрично относительно высоты роликов. Смещение шайб по вертикали относительно ролика допускается не более чем на ± 2,5 мм. В любом из рабочих положений вала реверсора шток вспомогательных контактов должен иметь свободный ход не менее чем 2-3 мм.
- Каковы характерные неисправности реверсоров?
- Как ремонтируют подвижные контакты реверсора ПР-720?
- Как заменяют кулачковые шайбы у реверсора ППК-8063?
- Как заменяют подвижные главные контакты у реверсора ППК-8063?
- Как испытывают пневмопривод реверсора на герметичность?
- Какой должна быть очередность замыкания главных и вспомогательных контактов реверсора?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'