Глава V. Ремонт электрических аппаратов
13. Контакторы
При осмотре контакторов можно обнаружить подгары и оплавления главных и вспомогательных контактов и гибких шунтов, загрязнение нагаром, брызгами меди и копотью от перегородок дугогасительной камеры, повреждение изоляции дугогасительной катушки и ослабление ее соединения с неподвижным контактом. У катушек электропневматического вентиля и привода электромагнитного контактора встречаются обрывы, межвитковые замыкания, понижение сопротивления изоляции. В процессе работы возникает и механическое изнашивание осей и втулок, перекосы и заедания подвижных частей, излом и потеря упругости пружинами. У электропневматического контактора дополнительно может быть пропуск воздуха клапанами электропневматического вентиля и через уплотнительную манжету поршня.
Подгары и оплавления контактов значительно увеличиваются при плохом взаимном прилегании их вследствие некачественной пригонки, сдвига или перекоса, при чрезмерном износе и уменьшении нажатия контактов, изломе контактной пружины и заедании держателя подвижного контакта, загрязнении контактов, а также при протекании по ним тока, превышающего допустимое значение. Подгары гибких шунтов появляются при неисправностях дугогасительной катушки.
Неисправности контакторов определяются внешним осмотром и перемещением вручную подвижных частей. Сопротивления изоляции и катушек измеряются соответственно мегаомметром и мостом постоянного тока или омметром.
Осмотр и проверка контакторов при технических обслуживаниях и текущих ремонтах. На ТО-3 и ТР-1 снимают дугогасительные камеры и контакторы осматривают. Предварительно их обдувают -сжатым воздухом с давлением 0,2-0,3 МПа. Перегородки дугогасительных камер и части контакторов, за исключением катушек и изоляции подходящих к контакторам проводов, очищают от копоти, пыли и грязи салфетками или ветошью, слегка смоченными в бензине.
При небольших оплавлениях и подгарах на главных контактах, изготовленных из меди, их запиливают напильником, сохраняя форму контакта. После запиливания контакты зачищают стеклянной шлифовальной бумагой или бархатным напильником. Если оплавления занимают более 25 % площади главного контакта, его заменяют.
Металлокерамические накладки главных контактов электромагнитных контакторов протирают чистыми безворсовыми салфетками. Незначительные повреждения поверхности металлокерамических вспомогательных контактов заглаживают стальной хромированной пластинкой. При необходимости разрешается все металлокерамические контакты запиливать напильником с последующей зачисткой при минимально возможном снятии металла и сохранении формы контакта.
После запиливания проверяют прилегание контактов. Для этого между контактами укладывают два листа папиросной бумаги, а внутри между ними - лист копировальной, включают контактор и по полученному отпечатку определяют длину линии касания контактов. Для главных контактов электропневматических и электромагнитных контакторов эта длина должна быть не менее 80 % ширины контакта. Поперечное смещение главных контактов допускается не более 3 мм у электропневматических контакторов ПК-753 и не более 0,5-2,0 мм у электромагнитных.
Прилегание вспомогательных контактов проверяют также с помощью отпечатка.
Подвижные части электромагнитных контакторов должны перемещаться легко, без заеданий и касания о неподвижные части. Особое внимание обращают на подвижной контакт. Он должен двигаться относительно рычага у электропневматического или относительно якоря у электромагнитных контакторов. После выполнения всех операций по опиловке и зачистке контактов тщательно удаляют металлические опилки со всех деталей контактора.
На ТО-3 и ТР-1 измеряют сопротивление изоляции с помощью мегаомметра на 500 В типов М4100/3 или М4101/3. Сопротивление изоляции цепей главных контактов относительно корпуса тепловоза и относительно цепей вспомогательных контактов не менее 0,5 МОм. Сопротивление цепей вспомогательных контактов относительно корпуса тепловоза - не менее 0,25 МОм.
У электропневматических контакторов проверяют плотность электропневматических вентилей и привода и при необходимости устраняют утечки воздуха. На ТР-1 в цилиндр привода через отверстия добавляют 3 г смазки ЦИАТИМ-221. Проверяют прочность крепления контакторов к корпусу тепловоза и затяжку всех резьбовых соединений. Неисправные болты, гайки, пружинные шайбы и шплинты заменяют.
Осматривают все провода, подходящие к контакторам. На них должны находиться бирки с номерами, а наконечники хорошо припаяны и забандажированы. Провода, имеющие повреждения изоляции, изолируют по всему поврежденному участку двумя слоями изоляционной ленты и красят покровным лаком. Поврежденную бандажировку у наконечников восстанавливают. Наконечники с трещинами, изломами или имеющие обгар площадью более 1/3 контактной поверхности, а также со следами перегрева и выплавления припоя заменяют.
Перепаивают также наконечники у проводов, имеющих более 20 % (на ТР-3 - более 10 %) оборванных жил. Пайку наконечников производят припоем ПОССу-40-0,5, используя канифоль в качестве флюса. Оборванные жилы заправляют к целым и пропаивают.
После ремонта проверяют последовательность срабатывания контакторов. На двухсекционных тепловозах эту проверку выполняют сначала на каждой из секций отдельно, а затем после соединения секций - от каждого песта управления. Давление воздуха, подводимого к электропневматическим контакторам, лолжно быть при этом не менее 0,4 МПа.
Демонтаж и разборка контакторов. При выполнении ТР-2 и ТР-3 все контакторы снимают с тепловоза. В электроаппаратном отделении контакторы очищают от пыли и грязи, как это выполнялось на ТО-3 и ТР-1.
Разборку электропневматического контактора типа ПК-753 начинают со снятия гибких шунтов 10 (рис. 39). Отвинчивают винты и болты и снимают вспомогательные контакты 9 с колодкой, изоляционной планкой и контактными пластинами. Удаляют шплинты, вынимают оси рычага 8 с подвижным контактом 5 и снимают рычаг. Отвинчивают две гайки и снимают электропневматический вентиль 12. Снимают угольник, к которому были подключены гибкие шунты.
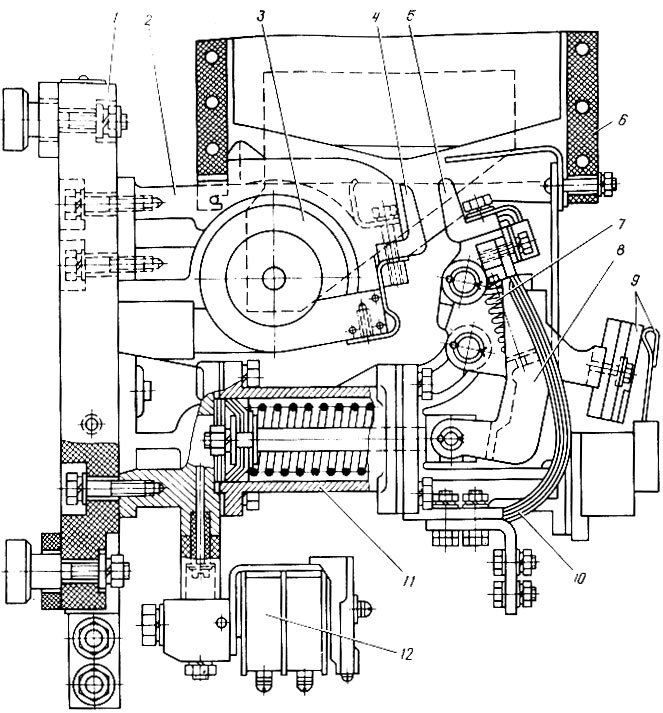
Рис. 39. Электропневматический контактор ПК-753: 1 - панель; 2 - кронштейн; 3 - дугогасительная катушка с сердечником; 4 - главный неподвижный контакт; 5 - главный подвижный контакт; 6 - дугогасительная камера; 7 - контактная пружина; 8 - рычаг; 9 - вспомогательные контакты; 10 - гибкий шунт; 11 - привод; 12 - электропневматический вентиль
Отвертывают болты, крепящие цилиндр привода И к нижней крышке, и снимают цилиндр вместе с поршнем и пружиной. В последнюю очередь с панели 1 снимают нижнюю крышку и кронштейн 2 с дугогасительной катушкой 3. Снимают главный подвижной контакт 5, удаляют шплинты и вынимают из рычага 3 держатель подвижного контакта и контактную пружину 7. Снимают с кронштейна 2 неподвижный главный контакт 4 и дугогасительную катушку 3 с сердечником.
Устанавливают на цилиндр приспособление ПР1077 (рис. 40) и, сжав рычагом 2 пружину 5, отвертывают гайку и снимают со штока 6 шайбу, пружинную прокладку, резиновую манжету, поршень, прокладку, вынимают из цилиндра пружину 5 и шток 6.
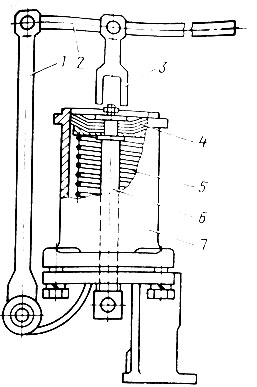
Рис. 40. Приспособление для разборки цилиндра электропневматического контактора:1 - штанга; 2 - рычаг; 3 - упор; 4 - поршень; 5 - пружина; 6 - шток; 7 - цилиндр
Электромагнитные контакторы отличаются разнообразием конструкций. В качестве примера рассмотрим процесс разборки электромагнитного контактора ТКПД-114В.
Снимают дугогасительную камеру 9 и вспомогательные контакты 13 (рис. 41). Отвинчивают болт и снимают дугогасительный рог 11. Удаляют полюсы и сердечник дугогасительной катушки 7. Освобождают нижний конец гибкого шунта 2, снимают держатель подвижного контакта 3 с контактом 5 и пружиной 4 и разбирают его. Снимают колпачки пружин якоря, вынимают эти пружины и якорь 12 с планкой. Затем последовательно снимают призму якоря, катушку 14, магнитопровод с кронштейном 1 и неподвижный контакт 6. Последними с изоляционной панели 10 снимают дугогасительный рог 8, дугогасительную катушку 7 и вывод главного неподвижного контакта.
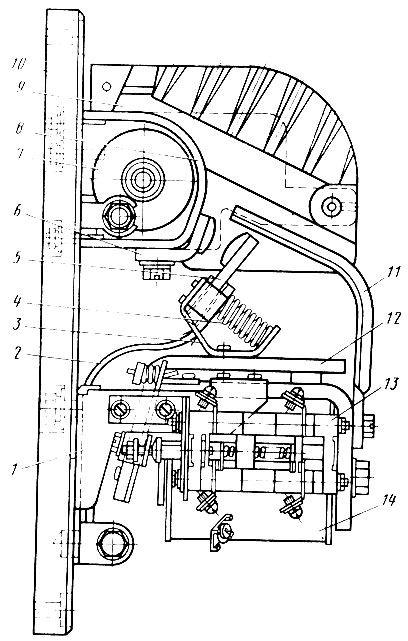
Рис. 41. Электромагнитный контактор типа ТКПД-114В:1 - кронштейн; 2 - гибкий шунт; 3 - держатель подвижного контакта; 4 - контактная пружина; 5 - главный подвижный контакт; 6 - главный неподвижный контакт; 7 - дугогасительная катушка; 8, 11 - дугогасительные рога; 9 - дугогасительная камера; 10 - изоляционная панель; 12 - якорь; 13 - вспомогательные контакты; 14 - катушка
Все детали контакторов очищают от грязи. Для этой цели могут использоваться установка А231 для очистки деталей косточковой или металлической крошкой или ультразвуковая установка УЗГ-2-10. Детали из меди и изоляционных материалов протирают ветошью, слегка смоченной в бензине, стальные - промывают керосином.
Контакты. Медные главные контакты запиливают напильником и зачищают стеклянной шлифовальной бумагой или бархатным напильником, контролируя их форму шаблоном. Если дефекты рабочей поверхности главных контактов контактора ПК-753 таковы, что после запиловки и зачистки их толщина будет менее 9 мм, то такие контакты заменяют.
Контактные пластины контактора ПК-753, расположенные на изоляционной планке, осматривают и при следах изнашивания неподвижными вспомогательными контактами их снимают, опиливают напильником и зачитают стеклянной шлифовальной бумагой. Толщина контактной пластины должна быть не менее 0,5 мм. Пластины, у которых толщина после запиливания будет меньше 0,5 мм, заменяют. Трещины и изломы изоляционной планки и колодки, на которой установлены неподвижные вспомогательные контакты, не допускаются и детали с этими дефектами заменяют.
Толщина пластины неподвижного вспомогательного контакта контактора ПК-753 в рабочей части должна быть не менее 0,3 мм. При меньшей толщине, а также при трещинах и изломах вспомогательные контакты заменяют.
Главные контакты электромагнитных контакторов ремонтируют так же, как на ТО-3 и ТР-1. При полном изнашивании металлокерамической накладки контакты заменяют.
Блоки вспомогательных контактов этих контакторов разбирают. Пластмассовые летали с трещинами и отколами, пружины, потерявшие упругость и имеющие поломанные витки, также заменяют. Ремонт контактов выполняют так же, как на ТО-3 и ТР-1. Вспомогательные контакты заменяют при толщине металлокерамической накладки менее 0,5 мм.
Поверхности наконечников гибких шунтов подвижных главных контактов должны быть блестящими и гладкими, не иметь черновин, непролуженных мест и наплывов припоя. При необходимости наконечники зачищают и пролуживают припоем ПОССу-40-0,5, причем наконечник опускают в расплавленный припой до половины диаметра отверстия. Шунты со следами перегрева или, если число оборванных жил превышает 20 % их числа, заменяют.
Привод. Цилиндр привода электропневматического контактора осматривают. Его внутренняя поверхность должна быть гладкой и блестящей и не иметь выработки, рисок и забоин. Цилиндр разрешается растачивать с увеличением внутреннего диаметра на 2-4 мм с последующим шлифованием. Резьбу для крепления верхней крышки при необходимости проверяют метчиком М10. Трещины в буртах заваривают электросваркой медным электродом без подогрева, или газовой сваркой с предварительным подогревом до 400-600 °С и медленным охлаждением после сварки. Небольшие раковины устраняют запайкой бронзовыми или латунными припоями, используя буру в качестве флюса. Мелкие поры пропитывают под давлением бакелитовым лаком и сушат на воздухе в течение 1 ч, а затем в течение 4-5 ч в печи, увеличивая температуру от 80 до 400 °С. Разрешается заваривать трещины в крышках. Перед заваркой трещину вырубают. Заварку производят электросваркой с использованием медного электрода. Сорванную резьбу в крышке заваривают и затем нарезают новую.
Торцовые поверхности деталей, подвергшихся сварке, проверяют на станке. Не допускается коробление более 0,15 мм. Отремонтированные цилиндры опрессовывают водой при давлении 0,7 МПа. Потение и течь по сварке не допускаются.
Задиры и заусенцы на поршне и штоке зачищают, детали с трещинами и изломами заменяют. Пружинная прокладка может иметь до 20 % общего числа сломанных лепестков, не расположенных рядом. Резиновые манжеты не должны иметь вмятин, надрывов, поврежденных краев; манжеты должны быть эластичными и не липкими. Годные манжеты промывают в мыльном растворе.
Зазоры между осями и втулками у контактора ПК-753 не должны превышать 0,6 мм. Оси с износом более 0,3 мм и втулки с износом более 0,2 мм заменяют.
На призматических опорных поверхностях электромагнитных контакторов не должно быть забоин и отколов. При образовании закруглений радиусом более 1,5 мм поверхности обрабатывают по чертежу. Зазоры в шарнирных соединениях электромагнитных контакторов не более 0,2-0,3 мм.
Катушки электромагнитных контакторов не должны иметь внешних механических повреждений. Бандажи и выводные зажимы должны плотно сидеть на катушке, ослабшие бандажи заменяют.
Сопротивление катушки не должно отличаться от номинального значения более чем на ± 5 %. Его измеряют мостом постоянного тока типа Р-316 или Р-3009. Допускается использование и других приборов. Наличие у катушки бесконечно большого сопротивления свидетельствует об обрыве обмоточного провода. При заниженном сопротивлении в катушке имеется межвитковое замыкание. Такие катушки, а также имеющие повреждения изоляции заменяют.
Контактные и возвратные пружины контакторов осматривают. Они не должны иметь трещин, а их длины в свободном состоянии и упругость должны соответствовать установленным ддя каждого контактора требованиям. Пружины с трещинами, изломами витков или с уменьшенной упругостью заменяют.
Электропневматические вентили. На ТР-3 проверке и ремонту подвергаются все электропневматические вентили. Чаще всего можно обнаружить повреждения катушек и нарушение плотности клапанов. Для проверки и определения объема работы вентиль устанавливают на стенд А253.
Пропуск воздуха через атмосферное отверстие 2 при отключенной катушке 1 (рис. 42) укажет на неисправность нижнего клапана 4, а при включенной катушке - верхнего клапана 3. Если при включении катушки вентиль не действует, проверяют его работу вручную, нажимая на якорь 7. Свободное, без заеданий перемещение верхнего клапана означает, что в катушке имеется обрыв обмоточного провода.
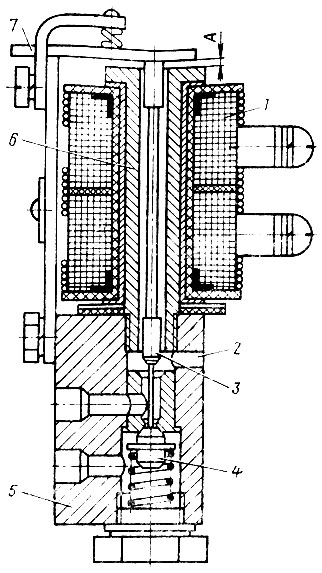
Рис. 42. Электропневматический вентиль типа ВВ-1: 1 - катушка; 2 - атмосферное отверстие; 3 - верхний клапан; 4 - нижний клапан; 5 - корпус; 6 - сердечник; 7 - якорь
Разборка. Электропневматический вентиль разбирают в таком порядке: снимают якорь 7 и пробку корпуса 5, вынимают верхний клапан 3 и нижний клапан 4 с пружиной и вывинчивают сердечник 6 с катушкой 1. Катушку снимают с сердечника только при ее повреждении. Катушки электропневматических вентилей ремонтируют так же, как катушки контакторов.
Для устранения пропуска воздуха при небольшом износе клапанов и седел их притирают. При значительном износе эти детали предварительно обрабатывают на станках. Клапаны притирают с помощью коловорота или специального приспособления. Притирочный материал - паста ГОИ, разбавленная машинным маслом. После притирки клапан и седло тщательно промывают керосином, удаляя абразивный материал, и проверяют плотность клапанов. Допустимой считается утечка воздуха через атмосферное отверстие вентиля, если при давлении сжатого воздуха 0,5-0,7 МПа мыльный пузырь держится не менее 5 с,
Затем вентили проверяют шаблоном. Он представляет собой стальную квадратную пластину, на каждой из сторон которой сделаны прямоугольные выемки. Для проверки вентилей с ходом клапанов 0,9 и 1,3 мм глубины выемок равны 0,8; 1,3; 2,2 и 2,6 мм. Для проверки вентилей с другими значениями хода клапанов и воздушного зазора изготавливают шаблоны с соответственно измененными глубинами выемок. Ход клапанов - расстояние, на которое перемещаются клапаны при срабатывании вентиля. Воздушный зазор - это расстояние между якорем 7 и торцом сердечника 6 катушки 1 (размер А, см. рис. 42).
Проверку начинают с установки выемки глубиной 0,8 мм на хвостовик верхнего клапана 3. Якорь 7 при этом должен быть снят. Установив шаблон, нажимают им на хвостовик клапана. Если верхний клапан плотно садится на седло и пропуск воздуха отсутствует -клапан исправен. Если при нажатии шаблоном клапан 3 пропускает воздух, а между выступами шаблона и торцом сердечника 6 отсутствует зазор, то такой клапан заменяют. И, наконец, если клапан 3 пропускает воздух при наличии зазора между выступами шаблона и сердечником, то его надо притереть.
Затем устанавливают шаблон с выемкой глубиной 1,3 мм на хвостовик клапана 3 и нажимают. Клапан должен сесть на седло, а между выступами шаблона и торцом сердечника 6 не должно быть видимого зазора. Если имеется пропуск воздуха, а предыдущая проверка выемкой с глубиной 0,8 мм показала, что клапан исправный, то длину хвостовика клапана нужно увеличить. Это можно сделать, оттянув верхний конец хвостовика легкими ударами молотка. При зазоре между выступами шаблона и торцом сердечника 6 длину хвостовика клапана 3 уменьшают опиливанием. Последней устанавливают на хвостовик клапана 3 выемку с глубиной 2,2 мм (при ходе клапанов 0,9 мм) или 2,6 мм (при ходе клапанов 1,3 мм). Выступы шаблона должны касаться торца сердечника 6. При этом нижний клапан 4 не должен пропускать воздух. В противном случае уменьшают опиливанием длину его хвостовика. При зазоре между выемкой и хвостовиком клапана 3 устанавливают другой нижний клапан с более длинным хвостовиком.
Дугогасительные камеры и катушки. Дугогасительные камеры контакторов осматривают и при поджогах разбирают. Поджоги зачищают стеклянной шлифовальной бумагой. Толщина стенки или перегородки камеры контактора ПК-753 после зачистки должна быть равна не менее 4 мм. Допускается уменьшение толщины стенок дугогасительных камер электромагнитных контакторов не более чем на 25 % чертежного размера.
Потрескавшуюся изоляцию дугогасительных катушек зачищают стеклянной шлифовальной бумагой, обезжиривают и покрывают красной эмалью ГФ-92-ХС. Если изоляция катушки обожжена и на ее проводнике имеются оплавления или ослабли или распаялись ее выводы, то такую катушку заменяют. Сердечник дугогасительной катушки должен плотно охватываться дугогасительной камерой.
Изоляционные панели контакторов с трещинами и расслоениями заменяют. Незначительные поверхностные повреждения зачищают и покрывают лаком БТ-99.
Сборка контакторов. Тщательно прочищают отверстия воздушного цилиндра контактора ПК-753, продувают цилиндр сжатым воздухом и смазывают его внутреннюю поверхность тонким слоем графитовой смазки. Верхнюю крышку болтами плотно привертывают к цилиндру. Можно считать болт затянутым правильно, когда после полного сжатия пружинной шайбы он завернут еще на 1/4 оборота.
В крышку вставляют шток и на цилиндр устанавливают приспособление ПР1077 (см. рис. 42). Одевают на шток пружину, прокладку, поршень, резиновую манжету, пружинную прокладку и шайбу, сжимают пружину рычагом и, подложив пружинную шайбу, завинчивают гайку.
На изоляционную панель последовательно устанавливают кронштейн, дугогасительную катушку, неподвижный главный контакт, нижнюю крышку, цилиндр, электропневматический вентиль, узлы крепления главного подвижного и вспомогательных контактов, угольник и гибкие шунты.
Перед сборкой электромагнитных контакторов смазывают тонким слоем технического вазелина трущиеся части. На изоляционную панель контактора ТКПД-114В устанавливают кронштейн с магнитопроводом, вывод подвижного контакта, гибкий шунт, дугогасительную катушку с дугогасительным рогом и выводом и монтируют остальные детали контактора.
Проверка и регулировка основных параметров. Проверку и регулировку электропневматических и электромагнитных контакторов выполняют на стенде А253.
Стенд состоит из трех частей: секции для настройки электромагнитных аппаратов 2 (рис. 43), секции для проверки и регулировки электропневматических аппаратов 1 и секции для испытания электрической прочности изоляции аппаратов. К зажимам 8 подключают катушки аппаратов, по которым в процессе регулировки протекает ток не более 0,3 А, к зажимам 7 - катушки, ток которых не превышает 3 А, к зажимам 5 - катушки, ток которых не превышает 10 А. К зажимам 4 подключают для испытания выпрямители тепловоза ТЭЗ, а к зажимам РВ - контакты реле времени. Контакты всех аппаратов, действующих без выдержки времени, подключают к зажимам ЛС. Включение или отключение аппаратов фиксируют с помощью сигнальных ламп ЛС1 и ЛС2.
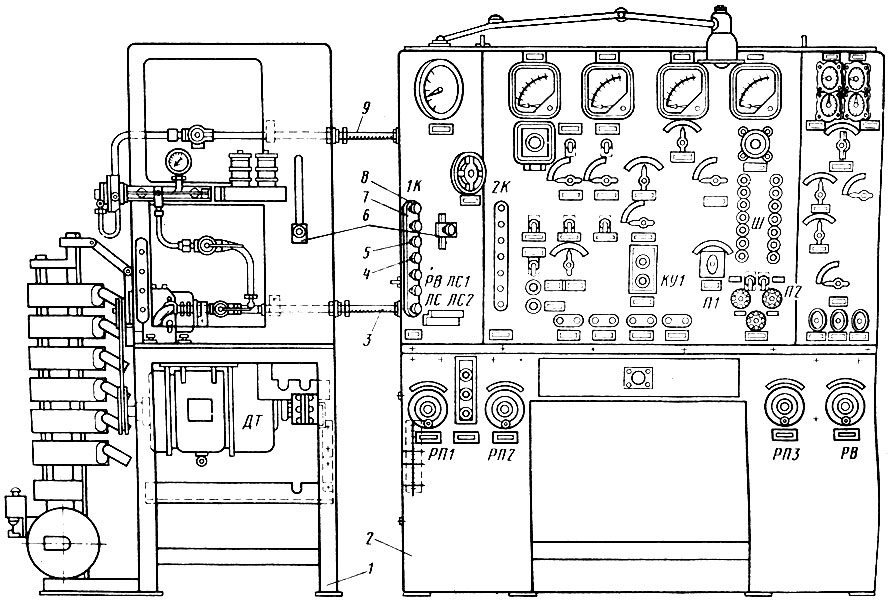
Рис. 43. Стенд А253 для проверки и регулировки электрических аппаратов:1 - секция для проверки и регулировки электропневматических аппаратоа; 2 - секция для проверки и настройки электромагнитных аппаратов; 3, 9 - пневматическая магистраль; 4, 5, 7, 8 - зажимы для подключения катушек аппаратов; 6 - зажимы; РП1, РП2, РП3, РВ - регулировочные резисторы; 1Л, 2Л - рейки; РВ, ЛС - зажимы для подключения контактов аппаратов; ЛС1, ЛС2 - сигнальные лампы; П1, П2 - штепельные разъемы для подключения контактов регулятора напряжения ТРН-1А; Ш - контрольные лампы
Электрическая схема секции 2 показана на рис. 44. Источником питания служит мотор-генератор, состоящий из генератора Г и приводного двигателя АД. От общих шин напряжение Г подается к возбудителю В, работающему в режиме двигателя и вращающему якорь вспомогательного генератора ВГ. Частота вращения якорей В и ВГ регулируется реостатом R2. Вспомогательный генератор используется при проверке и настройке регуляторов напряжения. Напряжение от общих шин подводится также к зажимам 7 и 8 через потенциометры R1 и R2, а к зажимам 5 - через реостат R3. При этом на рейке с зажимами 1К будет положительная полярность, а на рейке 2К - отрицательная.
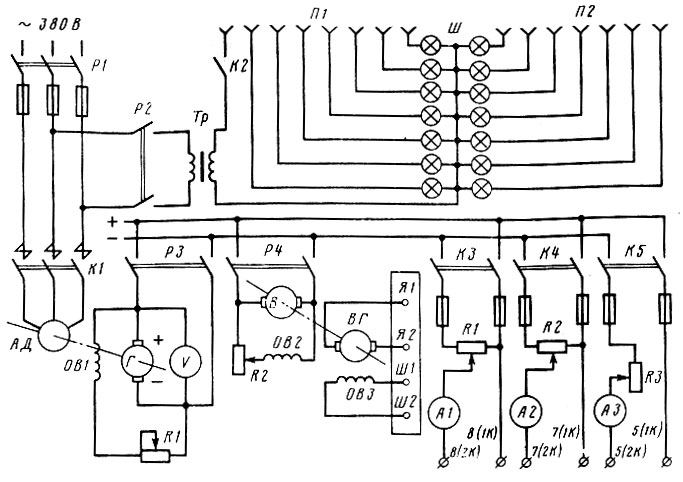
Рис. 44. Принципиальная электрическая схема стенда А253
Секция 2 имеет приспособление, необходимое для проверки замыкания контактов регулятора напряжения ТРН-1А. Приспособление содержит понижающий трансформатор Тр, выключатель К2, сигнальные лампы Ш и штепсельные разъемы П1 и П2. Лампы Ш при проверке регулятора соединяются с его контактами, а провод, соединенный с выключателем К2, подключается к контактной планке.
У контакторов в первую очередь проверяют прилегание и поперечное смещение контактов. Допустимые нормы этих параметров указаны ранее. Прилегание регулируют запиливанием главных контактов, поперечное смещение - подгонкой деталей узла крепления подвижного контакта.
Герметичность цилиндра и электропневматического вентиля контактора ПК-753 проверяют при давлении 0,675 МПа. К трубке, подводящей воздух к контактору, подсоединяют резервуар объемом 1 л. После включения контактора отключают питающую трубку от сети сжатого воздуха. Контактор считается годным, если в течение 10 мин давление в резервуаре снижается не более чем на 0,034 МПа. В противном случае находят утечку воздуха и устраняют ее. Контактор должен четко включаться при давлении воздуха 0,05 МПа и напряжении 75 В и при давлении воздуха 0,35 МПа и напряжении 53 В.
Надежная работа контакторов на тепловозе обеспечивается при заданных значениях раствора, провала, начального и конечного нажатия контактов.
Раствор и провал контактов измеряют с помощью конусного щупа, шаблонов или обычным измерительным инструментом. У контактора ПК-753 раствор контактов должен быть равен 13,5 - 19,0 мм, а провал, измеряемый как расстояние, на которое контактодержатель отходит от рычага,- не менее 6 мм. На рис. 45 показана схема измерения раствора и провала у электромагнитных контакторов. У контактора ТКПД-114В раствор главных контактов должен быть не менее 16 мм, провал - не менее 6 мм. Раствор вспомогательных контактов - не менее 6 мм, провал - не менее 3,5 мм.
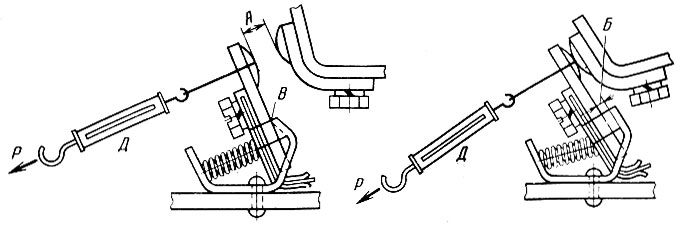
Рис. 45. Схема измерения раствора, провала и нажатий контактов электромагнитных контакторов: А - раствор контактов; Б - размер, контролирующий провал контактов; В - место установки бумажной полоски при измерении начального нажатия контактов; Д - динамометр
Конечное нажатие контактов контактора ПК-753 определяют с помощью приспособления ПР1081 (рис. 46). Для этого устанавливают приспособление на контактор, закладывают между контактами лист бумаги, включают контактор и, вращая рукоятку 4, оттягивают подвижной контакт до выпадания листа. Момент размыкания контактов можно определить и с помощью лампы. Конечное нажатие при давлении воздуха 0,5 МПа должно быть равно 550-630 Н. Конечное нажатие регулируют при необходимости подбором пружины цилиндра. Начальное нажатие определяют так же, только лист бумаги закладывают между контактодержателем и его упором. Оно должно быть равно 69-91 Н.
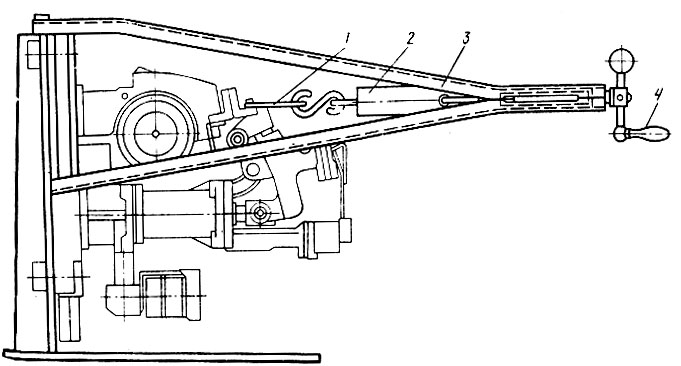
Рис. 46. Измерение конечного нажатия контактов электропневматического контактора: 1 - петля из проволоки; 2 - динамометр; 3 - корпус приспособления ПР1081; 4 - рукоятка
Нажатие вспомогательных контактов контактора ПК-753 определяют с помощью приспособления ПР808. Оно должно быть равно 10-25 Н. Это нажатие регулируется путем подгиба вспомогательных контактов. Одновременно проверяют прилегание вспомогательных контактов с помощью отпечатка. Длина линии касания вспомогательного контакта контактора ПК-753 должна быть не менее 50 % ширины их контактной части.
Нажатия главных и вспомогательных контактов электромагнитных контакторов определяют с помощью динамометра (см. рис. 45). Начальное нажатие главных контактов контактора ТКПД-114В должно быть не менее 15 Н, конечное - не менее 32 Н, вспомогательных -соответственно 0,6 и 1,5 Н. У электромагнитных контакторов проверяют но отпечатку прилегание якоря к сердечнику. Площадь прилегания якоря должна быть не менее 80 % площади сердечника.
У проверенных и отрегулированных контакторов мегаомметром на 500 В проверяют сопротивление изоляции токоведущих частей, которое должно быть не менее 90 МОм. Изоляцию токоведущих частей испытывают на электрическую прочность переменным током с частотой 50 Гц на стенде А253, или А8485, или А864.01 в течение 1 мин. Для контактора ПК-753 испытательное напряжение 4250 В - при испытании изоляции между разомкнутыми главными контактами и между главными контактами и цепью управления и корпусом и 1500 В - при испытании изоляции между вспомогательными контактами и между катушкой вентиля и корпусом. Электрическая прочность изоляции всех цепей электромагнитных контакторов испытывается напряжением 1500 В.
При монтаже контакторов на тепловозе не допускают использование для крепления проводов и шин винтов и болтов меньшего размера по сравнению с указанными на чертеже или уменьшение их числа. Это приведет к усиленному нагреву контактного соединения и повреждению контакторов.
- Каковы характерные неисправности контакторов?
- Как очищают контакторы от пыли и грязи?
- Как производится ремонт привода электропневматического контактора?
- Каковы основные неисправности катушек контакторов и вентилей?
- Как проверяют прилегание контактов?
- Как измеряют раствор, провал и нажатия контактов?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'