§ 12. Основные работы по текущему содержанию пути
1 (Порядок составления технологических процессов на путевые работы рассмотрен в главе IV)
Регулировка и разгонка зазоров. Регулировка зазоров назначается тогда, когда не требуется снятие стыковых болтов, т. е. когда перемещение рельсов может быть выполнено без разрыва рельсовой нити.
Когда для приведения зазоров в нормальное состояние необходим разрыв рельсовой нити, назначается разгонка зазоров.
Разгонка зазоров производится также для ликвидации забега стыков одной нити против другой на прямом участке свыше 8 см, а на кривых свыше этой величины плюс половина стандартного укорочения рельсов. Наибольшая величина разрыва рельсовой нити при разгонке зазоров не должна превышать 175 мм в одном месте.
До начала регулировки или разгонки зазоров производят измерение зазоров специальным мерным клином с делениями (рис. 52). Он заводится в зазор со стороны внешней, нерабочей, грани рельсов на уровне середины головки рельса так, чтобы результаты измерения не искажались наплывами металла.
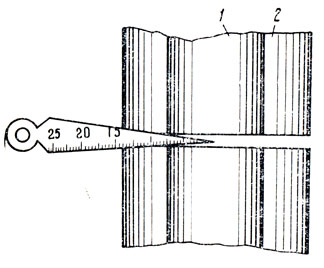
Рис. 52. Измерение величины стыкового зазора клином (вид сверху): 1 - головка рельса; 2 - подошва рельса
Зазоры измеряют в такое время дня, когда температура рельсов при измерении зазоров резко измениться не может. Измерение начинают со стыка,который не предполагается смещать и положение которого считается правильным; такие стыки могут быть у стрелок, ограничивающих перегон.
Зазоры измеряют по каждой рельсовой нити отдельно, и результаты записывают в ведомость, где производится расчет накопления измеренных и нормальных зазоров и определяется требуемая передвижка рельсов (табл. 16).
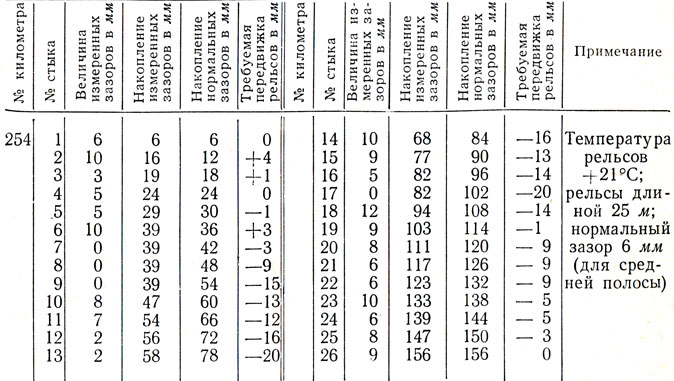
Таблица 16. Ведомость регулировки зазоров ..... нити ..... главного пути ..... околотка ....... дистанции пути ........ ж. д
Анализ ведомости приводит к следующим выводам.
1. На рассматриваемом участке нет необходимости разрывать рельсовую нить, так как требуемая передвижка нигде не превышает 20 мм. Конструкция стыка такой зазор допускает. Поэтому для приведения всех зазоров на участке в нормальное состояние достаточно произвести их регулировку.
2. Регулировка зазоров должна быть выполнена неотложно, так как на участке имеется три слитых зазора подряд (стыки № 7, 8 и 9).
3. В трех стыках суммы измеренных и нормальных зазоров равны между собой (стыки № 1, 4 и 26). Это показывает, что стыки стоят правильно и смещать примыкающие к ним рельсы не требуется. Данные стыки являются границами участков, внутри которых должна быть произведена регулировка зазоров.
Если требуется разгонка зазоров, то ведомость для расчета зазоров дополняется еще двумя графами. В одной графе отмечаются номера плетей между разрывами, а в другой - величины разрывов в стыках между плетями.
Величина разрыва слагается из абсолютной величины передвижки прилегающего рельса и величины измеренного зазора в стыке разрыва плети. Изменение знака величины передвижки с плюса на минус (или с минуса на плюс) указывает на изменение направления передвижки (разгонки) рельсовых плетей.
Пример заполнения ведомости разгонки зазоров показан в табл. 17.
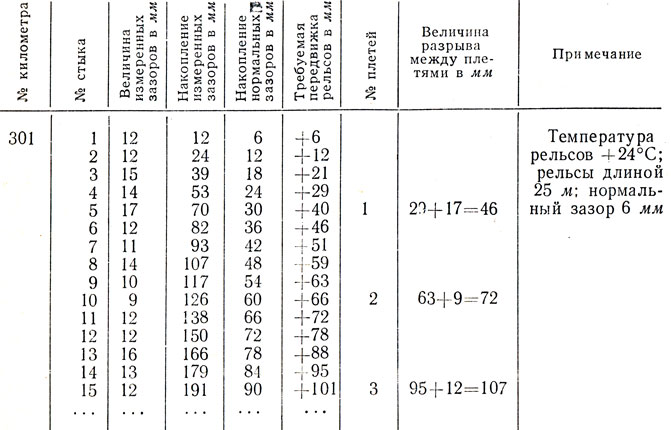
Таблица 17. Ведомость разгонки зазоров ..... нити ...... км главного пути ..... околотка ..... дистанции пути ..... ж. д
и т. д. до конца участка разгонки.
Для наглядного представления о плане работы по разгонке зазоров на основании табл. 17 строится график разгонки (регулировки) зазоров (рис. 53).
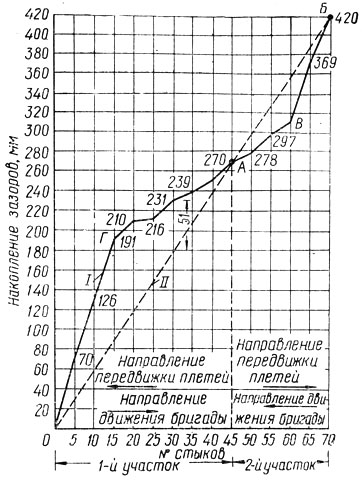
Рис. 53. График разгонки зазоров: I - линия накопления измеренных зазоров; II - линия накопления нормальных зазоров
Из графика видно, что на участке ОГ линия накопления измеренных зазоров (сплошная линия) идет круче линии накопления нормальных зазоров (штриховая линия); это значит, что здесь фактически зазоры в стыках больше нормальных.
На участке ГАВ сплошная линия идет положе штриховой, следовательно, между стыками № 15 и 60 измеренные зазоры меньше нормальных.
На участке ВБ измеренные зазоры больше нормальных и потому сплошная линия идет круче штриховой.
Из графика также видно, что сплошная линия пересекает штриховую линию в стыке № 45, а в стыке № 70 обе линии сливаются, что указывает на равенство в данных точках сумм измеренных и нормальных зазоров.
Работу по разгонке зазоров начинают с тех стыков, где фактическая величина зазоров превышает нормальные, т. е. с растянутых зазоров.
Для данного примера на участке ОГА работу следует начинать с первой плети от стыка № 1 до стыка № 5 и двигаться в сторону, показанную на графике стрелкой. На участке АВБ работу надо начинать с последней плети от стыка № 70 до стыка № 65 и двигаться в сторону стука № 45.
Величина передвижки рельса в каждом стыке может быть установлена по графику разгонки зазоров как разность между ординатами линий накопления нормальных и фактических зазоров.
Если линия накопления измеренных зазоров не пересекается с линией накопления нормальных зазоров, то это означает, что при укладке рельсов зазоры были установлены неправильно. В этом случае допускается величину нормального зазора изменить на величину плюс 1,5 мм. Изменять величину зазора в сторону уменьшения не разрешается.
На график разгонки зазоров по одной рельсовой нити желательно накладывать график разгонки зазоров по другой рельсовой нити. Это позволит заранее установить величину забега одной нити против другой и выявить стыки, где отсутствуют эти забеги. Величина забега определяется как разность ординат линий накопления измеренных зазоров одной и другой рельсовых нитей (при условии одинаковой длины рельсов).
Для определения забега, зависящего от длины рельсов, необходимо от величины фактического забега отнять разность накопления измеренных зазоров по обеим нитям. В том стыке, где величина этой разности будет превышать допускаемый забег стыков, необходимо произвести подбор и перекладку рельсов.
Регулировка зазоров производится без разрыва рельсовой колеи в интервалы между поездами. Место работ ограждается сигналами остановки с выдачей поездам предупреждения об остановке у красного сигнала, а при отсутствии его - о следовании без уменьшения скорости.
Работа выполняется гидравлическими приборами РН-01 или РН-02, а в отдельных случаях ударными приборами системы Горьковской дороги или МK-6.
Перед пропуском поезда гидравлический или ударный прибор снимается с рельсов и убирается на габаритное расстояние от пути, ослабленные стыковые болты затягиваются, костыли добиваются.
Регулировка зазоров одним гидравлическим прибором на пути с костыльным прикреплением рельсов к шпалам выполняется бригадой в составе восьми человек и двух сигналистов под руководством бригадира пути. Последовательность выполнения работ следующая: первый рабочий ослабляет болты в стыках на тех половинах накладок, которые обращены в сторону угона; второй рабочий в это время ослабляет клиновые или снимает пружинные противоугоны; третий и четвертый рабочие перемещают гидравлическим прибором рельсы (перемещение может производиться плетями по 2 - 3 рельса); пятый рабочий устанавливает в зазоры передвигаемых рельсов прозорники-прокладки и помогает третьему и четвертому рабочим устанавливать прибор или снимать его для пропуска поездов; шестой рабочий для облегчения перемещения рельсовой плети наддергивает отдельные костыли и постукивает по рельсам деревянной кувалдой. Вслед за этой группой седьмой рабочий закрепляет стыковые болты, а восьмой рабочий устанавливает противоугоны и добивает наддернутые костыли.
Если для регулировки зазоров используется ударный разгоночный прибор, то бригада увеличивается до 10 человек, при этом для работы непосредственно с разгоночным прибором назначается 6 человек. Для регулировки зазоров одним гидравлическим прибором при раздельном скреплении бригада увеличивается до 12 человек в связи с необходимостью ослабления и закрепления клеммных болтов.
Порядок работ при этом следующий: один рабочий ослабляет болты в стыках на половинах накладок, обращенных в сторону угона; трое рабочих ослабляют клеммные болты только на передвигаемой плети; двое рабочих вслед за ними передвигают гидравлическим прибором рельсы; один рабочий устанавливает в зазоры передвигаемой плети прозорники-прокладки и помогает устанавливать прибор и снимать его при пропуске поездов; один рабочий для облегчения перемещения рельсовой плети постукивает по рельсам деревянной кувалдой; один рабочий закрепляет стыковые болты; трое рабочих закрепляют клеммные болты на передвинутых рельсах.
Если величина передвижки рельсов, определяемая по ведомости (см. табл. 17), требует разрыва рельсовой колеи и применения вкладышей для пропуска поездов в процессе работы, то вместо регулировки производится разгонка зазоров. При разгонке зазоров дополнительно выполняются следующие работы: снятие в стыке разрыва трех болтов (при шестидырных накладках) на той половине, которая обращена в сторону угона; смена типовых накладок на временные инвентарные в стыке разрыва; постановка снятых болтов в стыке разрыва; смена временных инвентарных накладок на типовые в стыке разрыва; перегонка стыковых шпал (при необходимости); подбивка стыковых и пристыковых шпал с последующей засыпкой шпальных ящиков и трамбованием балласта; оправка балластной призмы в местах подбивки шпал. Передвижка рельсов выполняется, как правило, одновременно двумя разгоночными приборами по обеим нитям. При работе одним прибором, чтобы не перекашивались шпалы и не сужалась колея, рельсовые плети перемещаются последовательно - сначала на одной рельсовой нити перемещается одна плеть, затем на другой и т. д., т. е. в порядке, указанном на рис. 54.
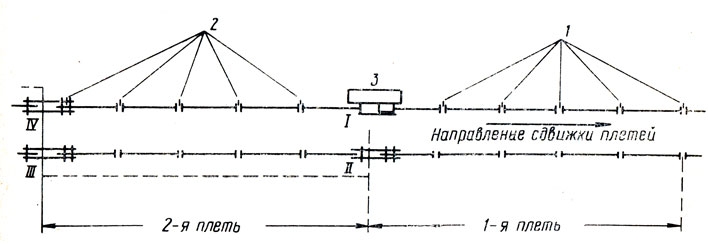
Рис. 54. Схема перестановок гидравлического прибора при разгонке зазоров: I, II, III, IV - первая, вторая, третья и четвертая установки соответственно: 1 - основные прозорники; 2 - дополнительные прозорники; 3 - разгоночный прибор
Рельсовые плети при длине рельсов 25 м могут состоять из трех рельсов, а при длине рельсов 12,5 м - из пяти.
Работы по разгонке зазоров производятся в интервалы между поездами под руководством дорожного мастера. Скорости движения поездов ограничиваются до 15 км/ч. В местах разрыва перед пропуском поездов устанавливаются вкладыши соответствующего размера (рис. 55). При этом стык в месте разрыва соединяют накладками и болтами, которых должно быть: полное количество с конца одного рельса, но не менее двух, один болт в месте расположения вкладыша и один болт с конца другого рельса. При невозможности установки болтов в месте вкладыша и в конце другого рельса разрешается применять специальные накладки с увеличенными болтовыми отверстиями или скобы. Перед разгонкой зазоров обязательно измеряют температуру рельсов. Если она изменилась по сравнению с той, при которой производился расчет передвижек рельсовых плетей, то в расчет вносятся поправки.
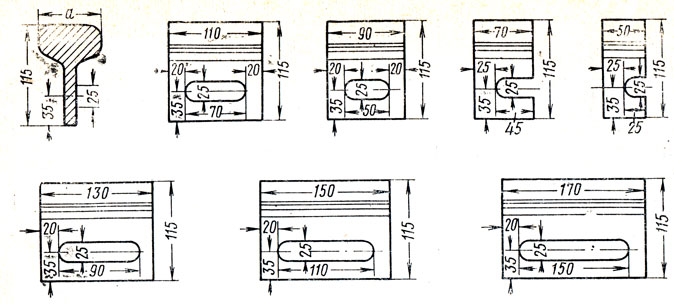
Рис. 55. Комплект вкладышей для разгонки зазоров
Состав бригады по разгонке зазоров зависит от типа промежуточного скрепления (раздельное или нераздельное), типа стыковых накладок (двухголовая или фартучная) и типа разгоночного прибора (ударный или гидравлический).
Разгонка зазоров одним гидравлическим прибором на пути с рельсами, соединенными двухголовыми накладками, при костыльном скреплении выполняется бригадой в составе 12 человек, не считая сигналистов. График производства работ по разгонке зазоров представлен на рис. 56.
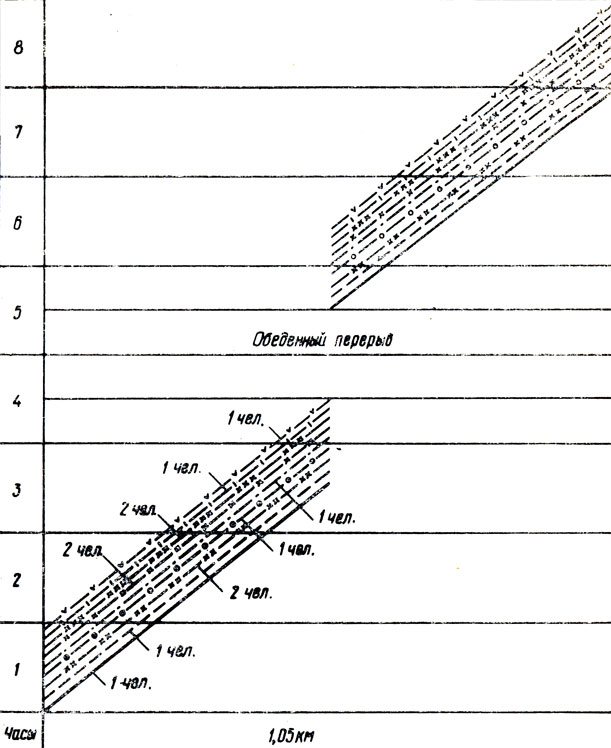
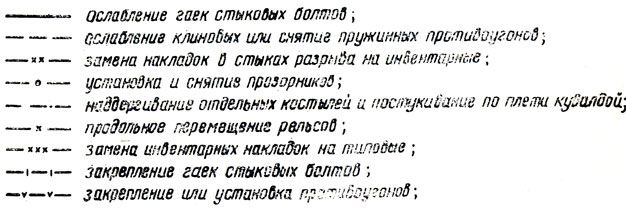
Рис. 56. График производства работ по разгонке зазоров
При разгонке зазоров на линиях, электрифицированных и оборудованных автоблокировкой, следят, чтобы не были повреждены рельсовые соединители, провода, а в стыках разрыва ставят временные перемычки, позволяющие увеличить зазор без разрыва рельсовой цепи.
Восстановление целостности лопнувшей рельсовой плети бесстыкового пути. В случае обнаружения трещины в рельсовой плети работы по восстановлению ее целостности выполняются в два этапа: первый этап - временное восстановление непрерывности плети; второй этап - окончательное восстановление непрерывности плети сваркой.
Во время работ первого этапа (немедленно после обнаружения дефекта) из плети вырезается часть ее с дефектом и вместо нее укладывается одиночный рельс из покилометрового запаса. Длина вырезанной части должна быть от 8 до 11 м в зависимости от длины рельсов в покилометровом запасе, а наименьшее расстояние от края дефекта или от конца трещины до ближайшего пропила - не менее 1 м. Концы уложенного рельса соединяют с концами образовавшихся двух частей рельсовой плети шестидырными накладками, для чего предварительно в концах плети просверливают болтовые отверстия.
Движение поездов по восстановленной рельсовой плети осуществляется с нормальной скоростью.
Для возможности пропуска поездов на срок не более 3 ч допускается устанавливать накладки, сжатые струбцинами; это обеспечивает быстрое скрепление плети при трещине или соединение концов при сквозном поперечном изломе плети, если величина образовавшегося зазора менее 25 мм. В этом случае скорость движения поездов ограничивается до 25 км/ч.
Если причиной излома или трещины явились дефекты 30В. 1-2, 30Г.1-2, 60.1-2, 20.1-2, 52.1-2, 55.1-2, то дефектное место вырезают из плети вместе с примыкающими с обеих сторон сварными стыками и укладывают один или два рельса соответствующей длины. Постановка струбцин при таких дефектах запрещается.
Перед вырезкой дефектного куска тщательно измеряют стальной 20-м рулеткой длину находящегося в покилометровом запасе рельса.
Расстояние между двумя пропилами на дефектной плети должно быть равно длине запасного рельса плюс два минимальных зазора по 3 - 4 мм. Положение места второго пропила на дефектной плети отмечается обязательно после того, как концы ее в месте пропила удлинятся, или укоротятся.
Резка рельсов производится рельсорезным станком. При высокой температуре, когда плеть сильно сжата и работа рельсорезным станком затруднена (полотно заклинивается), допускается вырезка небольшого куска рельса у дефектного места автогеном или бензорезом с последующей обрезкой примыкающих концов на необходимых для укладки нового рельса расстояниях рельсорезным станком.
Окончательное восстановление плети производится в плановом порядке. Концы рельсовых плетей с болтовыми отверстиями опиливают, временно уложенный рельс изымают и вместо него вставляют и сваривают с концами плетей рельс нормальной длины без болтовых отверстий и с незакаленными концами.
Сварку рельсов в пути следует вести в установленном интервале температур закрепления рельсовых плетей. Если сварка выполнена при другой температуре, то при наступлении установленного интервала температур производят разрядку напряжений в плети.
Разрядка температурных напряжений в рельсовых плетях бесстыкового пути. Разрядка температурных напряжений в рельсовых плетях производится: а) сезонная два раза в год - весной и осенью; б) эпизодическая при неотложной необходимости выполнения работ, вызывающих ослабление сопротивления бесстыкового пути боковому и вертикальному перемещению при температуре, превышающей температуру закрепления плети на 15°С и более.
Работы по разрядке напряжений выполняются по обеим рельсовым нитям одновременно, при этом уравнительные рельсы заменяются сначала по одной, а затем по другой нити.
Перед началом работ устанавливается расчетом возможная величина удлинения или укорочения Δl рельсовой полуплети в момент разрядки напряжений и в зависимости от этой величины принимается соответствующее число и длина уравнительных рельсов, которые следует уложить в путь
где L - длина полуплети в м;
tр - температура рельса во время разрядки напряжений;
t3 - температура рельса при предыдущем закреплении.
Работы выполняются при ограждении сигналами остановки бригадой в составе 12 рабочих, четырех сигналистов, двух машинистов передвижных электростанций и одного бригадира пути. Руководит работой дорожный мастер. Поезда по месту работ пропускаются с ограничением скорости до 15 км/ч.
Порядок работ при весенней разрядке напряжений приведен на рис. 57. После установки переносных сигналов уменьшения скорости 10 человек очищают рельсы и скрепления от грязи и мазута по обеим рельсовым нитям (по обеим полупутям), 2 человека снимают в стыках по два болта и ослабляют гайки клеммных болтов на два-три оборота на уравнительных рельсах.
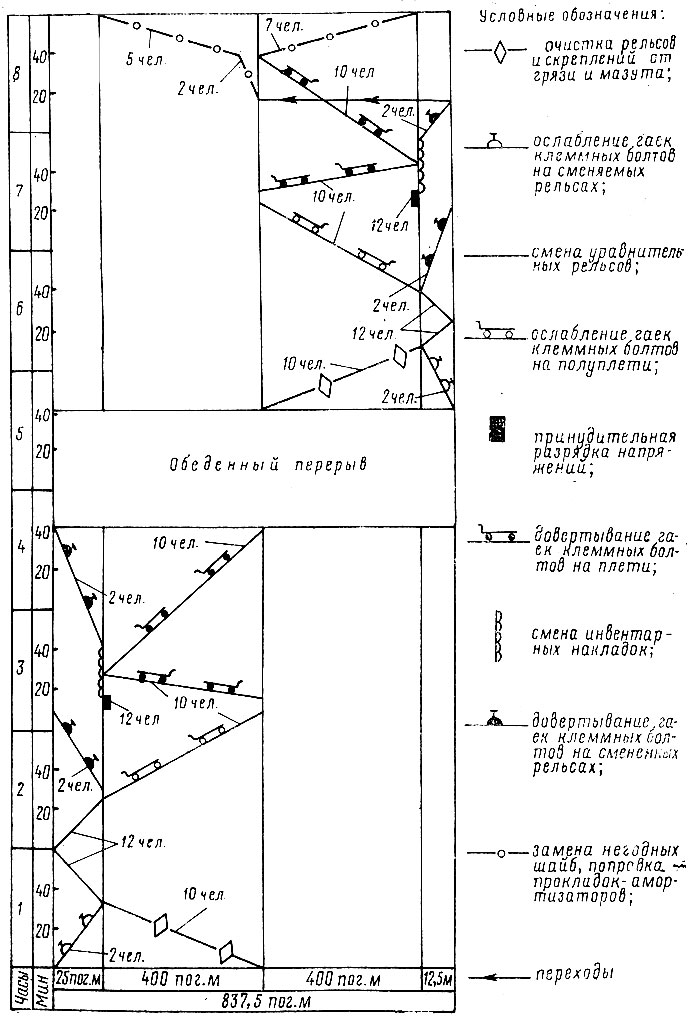
Рис. 57. График производства работ по весенней разрядке температурных напряжений
После ограждения места работ сигналами остановки и прикрепления поперечных обходных перемычек к подошве рельсов, примыкающих к заменяемым, 12 человек производят замену двух уравнительных рельсов нормальной длины укороченными на одной из рельсовых нитей. При этом рабочие 1 - 3 разболчивают болты в стыках и снимают накладки, рабочие 4 - 10 отвертывают гайки клеммных болтов на 1/3 длины нарезки, а рабочие 11 - 12 снимают клеммы вместе с болтами. Затем все рабочие сдвигают освобожденные от закрепления уравнительные рельсы за концы шпал, надвигают укороченные рельсы, находящиеся в середине колеи, и устанавливают их на подкладки, после чего рабочие 1 - 3 ставят в стыках накладки и закрепляют каждый конец рельса двумя болтами. При этом в стыке плети, где укладываются инвентарные накладки (рис. 58), с одного конца рельса болты не ставят; в этом же стыке к подошве рельсов за концами накладок закрепляют продольную перемычку. При пропуске поезда со скоростью до 15 км/ч в зазор стыка плетей вставляют вкладыш принятого типа, а также полное количество болтов на конце одного рельса, но не менее двух, один в месте расположения вкладыша и один на конце другого рельса. Рабочие 4 - 12 устанавливают на место клеммы и завертывают гайки клеммных болтов с проверкой ширины колеи по шаблону.
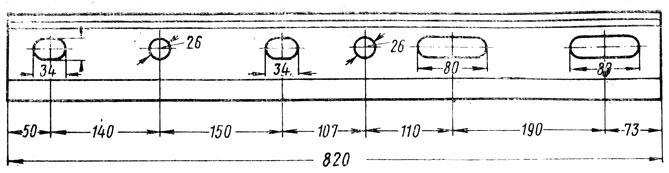
Рис. 58. Инвентарная накладка
После замены уравнительных рельсов на одной нити в таком же порядке меняют рельсы и на другой нити. Затем 10 человек двумя группами по 5 человек на каждой рельсовой нити с расстановкой через шпалу в шахматном порядке при помощи электрогаечных ключей освобождают пол у плети от закрепления, отвинчивая на два-три оборота гайки клеммных болтов. Освобождение рельсовых полуплетей от закрепления производится от концов к середине, с тем, чтобы по мере ослабления плеть имела возможность удлиняться. В это же время рабочие 1 - 2 на уравнительных рельсах ставят недостающие болты в стыках, проверяют и довертывают торцовыми ключами гайки клеммных болтов.
После освобождения полуплети от закрепления, как правило, полной разрядки напряжений в ней не происходит, так как продольному ее перемещению препятствуют силы трения между подошвой рельса и подкладкой, подошвой рельса и клеммами. В связи с этим приходится делать принудительную разрядку. Принудительная разрядка напряжений в рельсовых полуплетях осуществляется двумя группами рабочих по 6 человек на каждой полуплети с помощью двух гидравлических приборов, устанавливаемых в стыках плетей, или ударных приборов, устанавливаемых на расстоянии 50 - 70 м от концов плетей. При применении гидравлических приборов плети простукивают с боков деревянными кувалдами для встряхивания их по всей длине.
По окончании принудительной разрядки напряжений 10 человек двумя группами по 5 человек на каждой нити с расстановкой через шпалу в шахматном порядке электрогаечными ключами закрепляют полуплети, довертывая гайки клеммных болтов на каждой пятой шпале в направлении от середины плетей к их концам, а затем на остальных шпалах в обратном направлении (от концов к середине плетей). В это же время 2 человека заменяют поочередно в стыках плетей инвентарные накладки на типовые, снимают продольные перемычки, а затем продолжают проверку и довертывание гаек клеммных болтов на уравнительных рельсах.
После смены инвентарных накладок на типовые сигналы остановки снимают, а сигналы уменьшения скорости оставляют на месте. Поезда пропускаются по месту работ со скоростью 25 км/ч.
Работы по разрядке температурных напряжений во второй половине рельсовых плетей производятся после обеденного перерыва и в такой же последовательности. В конце рабочего дня по окончании работ по разрядке напряжений 12 человек устраняют отступления по шаблону, заменяют отдельные пружинные шайбы и поправляют прокладки-амортизаторы на всем участке работ. После выполнения всех указанных работ и проверки состояния пути устанавливается нормальная для данного участка скорость движения поездов.
Работы по осенней разрядке напряжений выполняются в порядке, указанном на рис. 59.
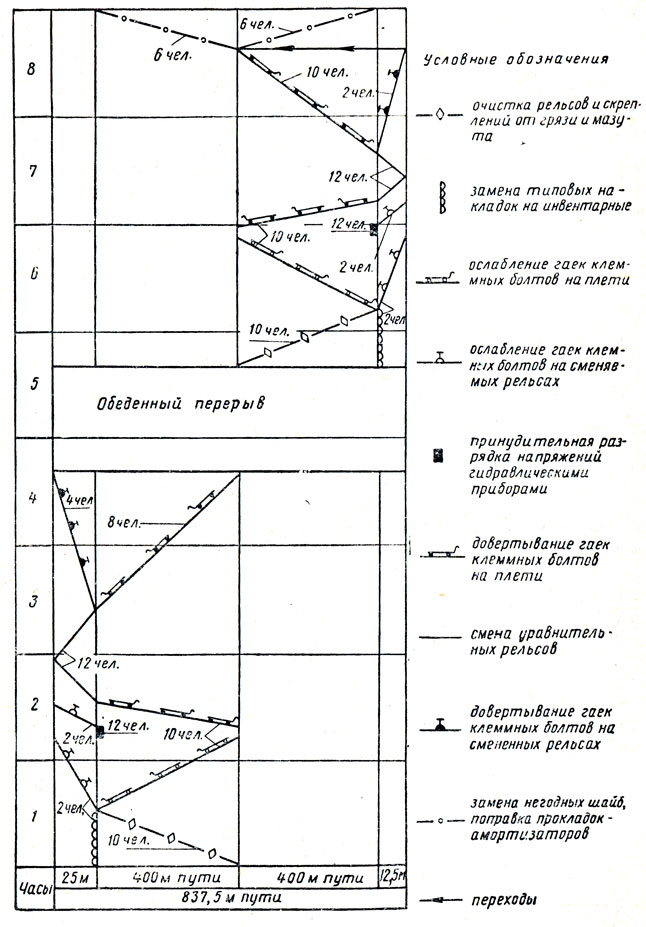
Рис. 59. График производства работ по осенней разрядке температурных напряжений
Выправка пути в продольном профиле и по уровню. Работы по исправлению неплавности рельсовых нитей в продольном профиле, по ликвидации в отдельных местах неплотности между рельсом и подкладкой, подкладкой и шпалой, шпалой и балластом, а также по устранению отступлений во взаимном расположении рельсовых нитей по уровню производятся в основном подбивкой балласта под шпалы.
Перед началом выправки пути в продольном профиле определяют границы и величины просадок.
Границы просадок устанавливаются на глаз и отмечаются мелом на шейке рельса. Величины просадок измеряются визированием и промерами положения рельсовых нитей по уровню.
На прямых участках визирование производят по головке рельсов менее просевшей нити, а на кривой - по внутренней нити с установкой визирных колышков.
Для визирования и определения величин просадок применяют как оптический прибор, так и визирные рейки. Если выправка пути производится подбивкой шпал электрошпалоподбойками, а для визирования используется оптический прибор, то визирные колышки не устанавливаются. В таких случаях за пределами границ просадки в нулевых точках устанавливается на рельс с одной стороны зрительная труба, а с другой - измерительная рейка, при этом расстояние от нулевых точек до границ просадки должно быть таким, чтобы положение нулевых точек не было нарушено при подъемке пути домкратами.
После этого руководитель работ горизонтальными и вертикальными наводящими винтами поворачивает трубу до тех пор, пока вертикальная нить сетки трубы не совместится с вертикальной линией шкалы измерительной рейки, а горизонтальная нить сетки- с горизонтальной нулевой линией (0 - 0) той же рейки. Далее, по указанию руководителя работ рабочий переносит измерительную рейку от нулевой точки 0' (при работе с одной измерительной рейкой) в сторону прибора на промежуточную точку (1), на место первой установки домкратов, и ставит ее на рельс вертикально по круглому уровню.
Вместе с подъемкой рельсовой нити домкратами поднимается и измерительная рейка. Когда горизонтальная нить оптического прибора совместится с горизонтальной нитью измерительной рейки, подъемку прекращают. После подбивки шпал на первом поднятом участке просадки измерительная рейка переносится и закрепляется на рельсе последовательно в следующих точках (2, 3) подъемки (рис. 60). В такой последовательности выполняются работы до полного исправления просадки по всей ее длине.

Рис. 60. Схема выправки пути с применением для визирования оптического прибора: I - первая установка измерительной рейки, II - вторая установка; III - зрительная труба
При исправлении пути в местах перелома профиля величины подъемки определяются с учетом элементов сопряжения. Прибор и рейки в таких случаях устанавливаются в пределах только одного тангенса, т. е. с одной стороны от точки перелома профиля. Линии тангенсов разбиваются на двухметровые участки рулеткой, и каждая точка отмечается мелом на рельсе. При подъемке пути в каждой точке к величине отсчета на шкале измерительной рейки добавляют или вычитают расчетную ординату сопряжения для этой точки.
При отсутствии оптического прибора пользуются комплектом визирок из трех штук (см. рис. 32).
Перед выправкой пути должны быть проверены стыковые зазоры и при необходимости отрегулированы.
Для того чтобы при выправке пути была обеспечена подбивка балласта по всей ширине постели шпалы, а не только у ее кромок, производится отрывка щебеночного балласта из шпальных ящиков на глубину 30 - 50 мм ниже подошвы шпалы.
При подбивке шпал электрошпалоподбойками ЭШП-6 с угловыми наконечниками отрывка балласта в ящиках не обязательна, если щебень не загрязнен и не имеет чрезмерного уплотнения. Каждая шпала подбивается с двух сторон от торцов до рельсов и от рельсов по 50 см в направлении к оси пути. В средней части в пределах 40 - 50 см шпала не подбивается.
При больших бригадах (18 человек) наиболее целесообразно вести подбивку пути одновременно восемью электрическими шпалоподбойками. При этом расстановка шпалоподбойщиков производится всегда однообразно. Под рельсами шпалу подбивают одновременно четырьмя шпалоподбойками, а затем по длине шпалу подбивают так, чтобы против одной шпалоподбойки с противоположной стороны шпалы работала другая. Такой порядок обеспечивает минимум перемещений шпалоподбоек и более высокую производительность труда шпалоподбойщиков.
При меньшем количестве рабочих в бригаде подбивку можно вести шестью и четырьмя шпалоподбойками.
Выправка пути подбивкой восемью электрошпалоподбойками с подъемкой на высоту до 20 мм бригадой в составе 18 человек выполняется в такой последовательности: 3 человека отрывают шпальные ящики; 2 человека добивают костыли и вывешивают путь двумя парами домкратов и при необходимости выправляют по меткам отдельные шпалы; 8 человек подбивают шпалы электрошпалоподбойками; 1 человек перемещает вслед за подбивкой кабельную арматуру; 2 человека забрасывают щебень в шпальные ящики; 2 человека трамбуют щебень в шпальных ящиках.
При сильно уплотненном щебне, что характерно для текущего содержания пути, подбивка выполняется в два прохода. При первом ходе от конца и середины шпалы к рельсу шпалоподбойками рыхлят уплотненный щебень под шпалой; при втором ходе, в обратном направлении, балласт уплотняется.
Перед обеденным перерывом подбивка шпал и все связанные с ней операции прекращаются и на выправленном участке бригада выполняет следующие работы: 2 человека заканчивают заброску щебня в ящики; 2 человека трамбуют щебень; 8 человек рихтуют путь; 6 человек оправляют балластную призму, обметают рельсы, шпалы, скрепления.
После обеденного перерыва выправка пути производится в той же последовательности.
Вы правка пути с подбивкой шпал шпалоподбивочной машиной (ШПМ-02) производится на закрытом для движения поездов перегоне или закрытом станционном пути с ограждением места работ сигналами остановки. Поездам, проходящим по соседнему пути, на время работы шпалоподбивочной машины выдаются предупреждения о следовании с особой бдительностью. Работа выполняется под руководством дорожного мастера.
При выправке пути со сплошной подбивкой шпал шпалоподбивочную машину ШПМ-02 обслуживает 11 человек, в том числе 2 механика, 5 рабочих, 1 бригадир пути и 3 сигналиста.
До закрытия перегона или станционного пути бригадир пути или дорожный мастер определяет границы и величины просадок, двое рабочих устанавливают визирные колья в местах подъемки, остальные рабочие готовят места для установки домкратов.
После прибытия машины ШПМ-02 на место работы выполняются поточным способом в следующем порядке: один рабочий продолжает готовить места для установки домкратов, бригадир пути и двое рабочих поднимают домкратом одну рельсовую нить по визирным колышкам и вторую нить по уровню, при этом гидравлические домкраты устанавливаются один против другого под обеими рельсовыми нитями. При односторонней просадке поднимается домкратами только одна просевшая рельсовая нить.
После подъемки пути в одном месте бригадир переходит к другим двум рабочим, которые по его команде также поднимают путь. Если просадка имеет большую протяженность, то домкраты устанавливаются последовательно через каждые 7 - 8 шпал. При просадке пути на небольшом протяжении домкраты устанавливаются в середине просевшего участка. При приближении шпалоподбивочной машины к домкратам рабочие снимают их и переносят к следующему месту установки. Снятие домкратов производится после подбивки шпалы в смежном шпальном ящике.
За 5 - 10 мин до окончания закрытия перегона (в зависимости от расстояния до раздельного пункта) подбивка шпал прекращается, шпалоподбивочная машина приводится в транспортное состояние и отправляется на станцию; перегон открывается для движения поездов.
По окончании работы ШПМ-02 вся группа рабочих рихтует путь на всем выправленном участке, после чего один рабочий добивает костыли, двое заделывают углубления в местах установки домкратов, пополняют шпальные ящики щебнем и трамбуют его, а остальные двое рабочих затягивают болты в стыках, оправляют балластную призму и поправляют пружинные противоугоны.
График производства работ по выправке пути со сплошной подбивкой шпал шпалоподбивочной машиной ШПМ-02 представлен на рис. 61.
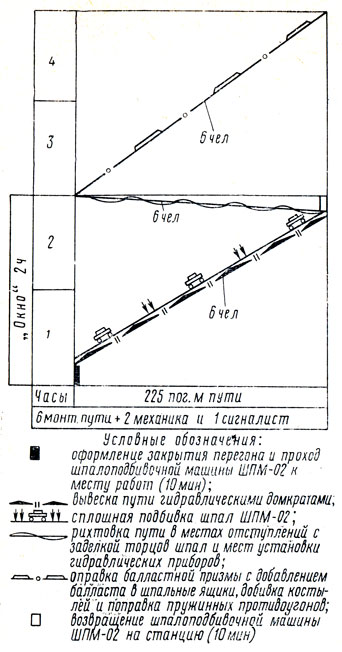
Рис. 61. График производства работ по выправке пути на щебеночном балласте со сплошной подбивкой шпал шпалоподбивочной машиной ШПМ-02
Условия и технология производства работ по выправке пути с подбивкой шпал шпалоподбивочной машиной ШПМ-02 выборочным способом такие же, как и при сплошной подбивке шпал, но с дополнительной затратой времени на холостой проход машины от одного участка работ к другому.
На участках пути с железобетонными шпалами исправление просадок производится с подбивкой шпал шпалоподбивочной машиной ШПМ-02 или электрошпалоподбойками теми же способами и по той же технологии, что и при деревянных шпалах, но при этом норма времени на подбивку увеличивается.
При раздельном скреплении, допускающем регулировку положения рельсов по высоте, отступления по уровню до 10 мм устраняются укладкой регулировочных кордонитовых или деревянных прокладок толщиной 3, 5, 7, 9 мм. Регулировочная прокладка укладывается на основную прокладку, при этом общая толщина их не должна быть более 14 мм. 144
В период подготовки пути к зиме все регулировочные прокладки снимаются и производится выправка пути с подбивкой шпал машиной ШПМ-02 или электрошпалоподбойками.
Рихтовка пути. После окончания всех работ, при которых нарушается направление пути (разгонка зазоров, выправка пути, смена шпал и др.), производится рихтовка пути. Кроме того, рихтовка выполняется в плановом порядке как отдельная работа для поддержания плавности пути по направлению. Рихтовка не должна вызывать нарушения габарита приближения строений и установленных междупутных расстояний.
На электрифицированных и оборудованных автоблокировкой участках при рихтовке пути следят за тем, чтобы не повреждать присоединенные к рельсам провода от дросселей, провода заземления контактных опор, отсасывающие фидеры, соединители рельсовых цепей. Сдвижка пути на кривых участках, превышающая 20 мм, согласовывается с дистанцией контактной сети и производится в присутствии работника этой дистанции.
При рихтовке кривых участков пути следует учитывать то обстоятельство, что изменение длины наружной и внутренней рельсовых нитей происходит за счет зазоров между рельсами. Уменьшение зазоров при сдвижке пути внутрь кривой или увеличение зазоров при сдвижке наружу кривой устанавливается по формуле

где Δ - уменьшение или увеличение зазоров в мм;
а - средняя величина сдвижки пути в одну сторону в мм
L - длина участка пути, сдвигаемого в одну сторону, в м;
R - радиус кривой в м.
Нормальные зазоры в стыках получаются, если до рихтовки пути регулировкой или разгонкой установить зазоры с учетом увеличения или уменьшения их в результате рихтовки.
Работы по рихтовке пути ограждаются сигнальными знаками "Свисток", если одновременная передвижка не превышает 20 мм. При одновременной передвижке пути от 20 до 60 мм место рихтовки ограждается сигналами уменьшения скорости. Поезда пропускаются по месту работ со скоростью до 25 км/ч. Работой по рихтовке руководит бригадир пути. Если одновременная передвижка пути превышает 60 мм, то место работ ограждается сигналами остановки; поезда по месту работ пропускаются со скоростью 15 км/ч. В этом случае работой руководит дорожный мастер.
Рихтовка пути в прямых участках производится гидравлическими или рычажными приборами с применением оптического прибора или бинокля. Фиксированными точками для рихтовочного створа принимаются точки начала или конца переходных кривых, установленных по расчету при выправке, мосты или другие места, которые не сдвигаются, а также и те точки, которые расположены в местах, где нет извилин в плане.
Рихтовка пути с применением оптического прибора (см. рис. 33) производится в следующем порядке. На длине около 200 м просматривается в бинокль рихтовочная рельсовая нить и по ней выбираются крайние точки рихтуемого участка или границы рихтовочного створа (рис. 62). В одной из крайних точек рихтуемого участка на головке рельса устанавливается зрительная труба, а в другой крайней точке - измерительная рейка. Пересечение нитей трубы совмещается с пересечением нулевых линий измерительной рейки, которая остается на месте до окончания рихтовки пути в пределах данного рихтовочного створа. Рабочая рейка устанавливается в процессе рихтовки в точках, где необходима сдвижка пути (например, в точках А, Б, В), и остается на месте до тех пор, пока путь в этом месте не будет сдвинут на нужную величину.
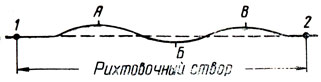
Рис. 62. Схема рихтовочного створа: 1, 2- точки, ограничивающие рихтовочный створ; А, Б, В - точки сбитой кривой
Зрительную трубу устанавливает руководитель работы, измерительную рейку - один рабочий, рабочую рейку - второй рабочий. Третий рабочий отрывает балласт у торцов шпал и у распорок с той стороны, куда будет сдвигаться путь. Остальные рабочие в количестве, зависящем от количества рихтовочных приборов, устанавливают гидрорихтовщики или рычажные приборы по обе стороны точки А и по команде руководителя работ сдвигают путь до тех пор, пока условная вертикальная линия нижнего ромба рабочей рейки при снятых усилиях с приборов не совместится с вертикальной нитью зрительной трубы. После этого рабочая рейка вторым рабочим переносится в другую точку (точку Б) и сдвижка производится аналогичным порядком. В процессе рихтовки постоянно следят за показанием круглого уровня на рейках для обеспечения отвесного их положения. При сплошной сдвижке пути в одну сторону рабочая рейка в процессе работ переставляется не далее чем через 5 м при рельсах Р50 и тяжелее и не далее чем через 2,5 м при рельсах Р43 и легче.
Для пропуска поезда оптический прибор и рейки снимаются, при необходимости устраивается плавный отвод, пустоты, образовавшиеся у торцов шпал, засыпаются балластом.
Рихтовка пути с использованием для визирования бинокля производится в следующем порядке. Бригадир пути отходит от места рихтовки на расстояние до 100 м, смотрит через бинокль по боковой рабочей грани рихтовочной нити, устанавливает границы рихтовочного створа на рихтуемом участке и определяет где, в какую сторону, и на какую величину необходимо сдвинуть рельсовую нить. Бригада рабочих по команде бригадира пути устанавливает рихтовочные приборы и рихтует путь в необходимом направлении, переходя последовательно с одного места установки приборов на другое.
Состав группы рабочих для рихтовки пути рихтовочными приборами устанавливается из расчета по одному рабочему на прибор с добавлением двух-трех рабочих на отрывку и заделку балласта у торцов шпал. При применении оптического прибора число рабочих увеличивается на 1 - 2 человека для установки и переноски измерительной и рабочей реек.
Рихтовка пути в кривых участках производится по расчетным данным. В качестве рихтовочного базиса в данном случае служат забитые в балласт деревянные колышки или металлические шпильки. Они забиваются с таким расчетом, чтобы после рихтовки между подошвой рельса упорной нити и колышком (или шпилькой) получилось определенное расстояние (например, 0,5 м). На двухпутных участках в качестве рихтовочного базиса может служить одна из нитей второго пути. Рихтовка кривых участков пути выполняется под руководством дорожного мастера с ограждением места работ сигнальными знаками "Свисток" или другими сигналами в зависимости от величины сдвижки пути. Состав бригады в зависимости от типа верхнего строения пути и типа рихтовочных приборов колеблется от 6 до 12 человек. Так, рихтовка кривого участка пути с рельсами Р50 и Р65 на щебеночном балласте и деревянных шпалах пятью гидравлическими приборами выполняется бригадой в составе 8 человек.
Последовательность выполнения операций при этом следующая: 5 человек отрывают торцы шпал, стой стороны, куда будет сдвинут путь; 3 человека по указанию руководителя работ делают в шпальных ящиках углубления для установки гидравлических приборов в шахматном порядке через два-три ящика.
По окончании подготовительных работ на небольшом протяжении, намеченном для рихтовки, бригада приступает к основной операции - рихтовке пути. В отрытые углубления 5 человек устанавливают пять гидравлических домкратов так, чтобы наконечник штока упирался под головку рельса с наклоном к пути не более 40°. Рихтовка при большем угле наклона штока прибора вызывает излишнюю вывеску пути и нарушение положения его по уровню. После установки домкратов по указанию руководителя работ производится сдвижка пути на требуемую величину, которая контролируется металлической линейкой или специальным шаблоном, Впереди группы рихтовщиков 2 человека отрывают балласт у торцов шпал, а где имеются распорки, - и у распорок. Вслед за рихтовкой 1 человек засыпает торцы шпал балластом и трамбует его, а после того как первый участок отрихтован, к нему присоединяются 2 человека, работавшие на приборах. Остальные 5 человек в это время готовят следующий участок для рихтовки.
Перед обеденным перерывом и в конце рабочего дня после рихтовки производится добивка костылей и оправка балластной призмы. Путь проверяется по шаблону и уровню.
Рихтовка пути в кривых участках может выполняться электробалластером с помощью навесного устройства системы МИИТа.
Работы, связанные с рихтовкой пути электробалластером, оборудованным навесным устройством, можно разделить на две группы: подготовительные и основные.
Подготовительные работы состоят в том, что сначала на упорной рельсовой нити при помощи стальной рулетки наносятся точки деления, расположенные одна от другой на расстоянии 5 м. Затем в этих точках дважды замеряются стрелы прогиба (при хорде длиной 20 и 10 м). Для контроля оба замера повторяют. Стрелы также могут замеряться и навесным устройством со скоростью движения балластера 2 - 5 км/ч.
После этого с помощью прибора или графоаналитическим способом по данным замера стрел от 20-м хорды определяют сдвиги в точках, расположенных на расстоянии 10 м одна от другой, а затем аналитически определяют их в промежуточных точках. Исходными данными для расчета проектных сдвигов в промежуточных точках являются проектные сдвиги в основных точках (расположенных на расстоянии 10 м одна от другой) и стрелы прогиба, измеренные от 10-м хорды.
Имея проектные сдвиги и стрелы прогиба при 20-м хорде во всех точках деления, определяют рабочие стрелы и строят график этих стрел в масштабе: продольном 1:200 (каждые 5 м пути занимают на графике 2,5 см) и в поперечном 1:1. Этот график содержит в себе программу работы машины на данной кривой. С помощью его осуществляется управление механизмом сдвига электробалластера, поэтому он может быть назван командным графиком.
В подготовительные работы входит также заправка командного графика в лентопротяжный механизм и подготовка электробалластера для выезда на перегон.
Основные работы состоят из следующих операций. После получения разрешения на производство работ электробалластер отправляется на перегон. У начала кривой он останавливается и затем, медленно перемещаясь, устанавливается в таком положении, при котором следящий рычаг лентопротяжного механизма располагается против первой точки деления, нанесенной на шейке рельса. Когда это произойдет, механик машины при помощи электромоторов опускает раму-хорду на рельсы (в транспортном положении она подвешена к ферме балластера) и специальными механизмами прижимает концевые тележки к упорной рельсовой нити. В это время оператор устанавливает карандаш лентопротяжного механизма и подводит к нему первую точку графика. Опустив раму-хорду, механик поднимает путь электромагнитами на 2 - 3 см и включает постоянный ток в сеть электромагнитной муфты.
Дорожный мастер, руководящий работами, получив извещение от механика и оператора о готовности машины, дает команду механику локомотива, и рихтовка начинается.
Точность рихтовки в данном случае во многом зависит от оператора, который должен, не отвлекаясь, следить за карандашом лентопротяжного механизма и направлять его по кривой командного графика, управляя тем самым механизмом сдвига балластера.
В настоящее время ведутся работы по полной автоматизации этого процесса.
Когда машина удалится от начала работ, на 50 - 60 м, группа в составе 8 человек при песчаном балласте и 12 человек при щебеночном под руководством бригадира пути с помощью гидравлических или рычажных приборов дополнительно рихтует путь в местах, где имеются неровности в плане, засыпает балластом торцы шпал и противоугонные распорки (там, где они имеются) и трамбует взрыхленный балласт. По окончании этих работ одна группа рабочих в составе 6 человек производит оправку балластной призмы, а другая группа добивает костыли и подкрепляет болты в стыках.
Одиночная смена шпал и брусьев. Смена негодных или требующих ремонта деревянных шпал вручную производится одной или несколькими группами по 2 человека. В каждой группе работами руководит старший монтер пути или монтеры пути II или III разрядов. Место работ ограждается сигнальными знаками "Свисток".
При работе одной группой разрешается одновременно удалять из пути только одну шпалу. Если работа выполняется несколькими группами, то разрешается на одном звене одновременно вынимать две шпалы, но не чаще чем через 6 шпал.
Работа по одиночной смене деревянных шпал выполняется в такой последовательности. Сначала оба рабочих отрывают шпальный ящик, прилегающий к сменяемой шпале, и выход для вытаскивания ее. После этого они расшивают шпалу, снимают противоугоны и распорки. Затем оба рабочих удаляют подкладки, сдвигают шпалу в отрытый ящик и вытаскивают ее клещами на обочину. Вытащив старую шпалу, первый рабочий подготавливает постель для новой шпалы, а второй рабочий подтягивает клещами к месту укладки новую шпалу, после чего оба затаскивают ее клещами в ящик, укладывают на место по метке, подводят под рельсы подкладки. Затем первый рабочий подвешивает шпалу, а второй пришивает рельсы к шпале сначала по рихтовочной нити, а затем по противоположной нити по шаблону. После пришивки рельсов оба рабочих производят подштопку, а затем подбивку балласта под шпалу подбойками. Подбив шпалу, рабочие ставят на место и закрепляют противоугоны и распорки (там, где они имеются), засыпают балластом шпальный ящик. К концу рабочего дня рабочие отрывают поочередно у всех смененных шпал балласт и производят повторную подбивку шпал, трамбовку балласта и оправку балластной призмы.
Механизированная смена деревянных шпале применением механизма МСШ-1 (рис. 63) исключает такие ручные операции, как отрывка балласта в шпальном ящике, вытаскивание заменяемой шпалы, подготовка балластной постели и затаскивание новой шпалы. Механизм МСШ-1 в рабочем положении находится в пределах габарита приближения строений, Место работ ограждается сигнальными знаками "Свисток".
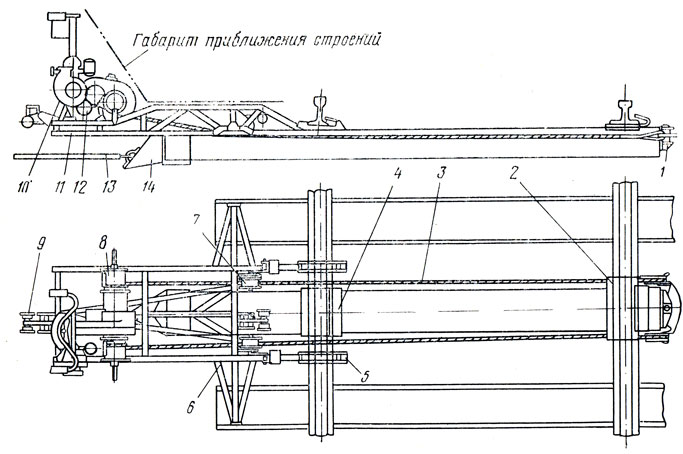
Рис. 63. Общий вид механизма МСШ-1: 1 - захват-подпятник; 2 - изолирующая подкладка; 3 - трос; 4 - подкладка; 5 - упор крепления рамы; 6 - кронштейн; 7 - направляющий ролик; 8 - барабан; 9 - ролик для транспортировки; 10 -двигатель; 11 - трубчатая рама; 12 - редуктор; 13 - рукоятка; 14 - плужок
Работа выполняется группой в составе четырех человек, двое из которых обслуживают непосредственно сам механизм. Последовательность выполнения операций по смене шпал механизмом МСШ-1 следующая,
После установки сигнальных знаков "Свисток" 2 человека отрывают щебень у торца сменяемой шпалы и закрепляют на торце захват-подпятник, затем проверяют и подготавливают места в смежных шпальных ящиках для заправки упоров крепления рамы механизма за подошву рельса. В это же время другие 2 человека расшивают шпалу, удаляют путевые подкладки и вместо них ставят тонкие подкладки-лыжи для уменьшения усилий при вытаскивании шпалы. На участке, оборудованном автоблокировкой, а также на электрифицированном участке под подошву одного рельса ставится изоляционная подкладка установленного типа.
После расшивки шпалы и удаления подкладок первые двое рабочих устанавливают механизм над заменяемой шпалой так, чтобы кронштейны рамы плотно опирались на концы смежных шпал, а захваты рамы обеспечивали надежное закрепление механизма за подошву рельса. Затем эти же рабочие сматывают трос с барабанов, запасовывают его через низ направляющих роликов, зацепляют за захват-подпятник и устраняют слабину троса, подтягивая его рукоятками барабанов. Чтобы вытащить шпалу, необходимо включить редуктор, завести двигатель и увеличить число оборотов его. При увеличении числа оборотов автоматически включается центробежная муфта сцепления двигателя с редуктором, приводя во вращение барабаны механизма. При этом трос наматывается на барабаны и вытаскивает шпалу в сторону обочины.
Вытащив шпалу, двигатель останавливают и отключают редуктор. 2 человека отцепляют трос от захвата-подпятника, снимают захват-подпятник, сдвигают вытащенную шпалу на обочину. Затем они переставляют подкладки-лыжи и изоляционную подкладку (для следующей операции - затаскивания новой шпалы), устанавливают и закрепляют на торец новой шпалы захват-подпятник.
В это же время другие двое рабочих подготавливают в ящике место для заправки шпалы, ставят специальный плужок на передний конец шпалы, заправляют этим концом новую шпалу под подошву рельса, проверяют закрепление захватов рамы за подошву рельса, запасовывают трос через направляющие ролики, закрепляют его за захват-подпятник (рис. 64) и натягивают трос вручную. Операция по затаскиванию новой шпалы аналогична операции по вытаскиванию старой шпалы.
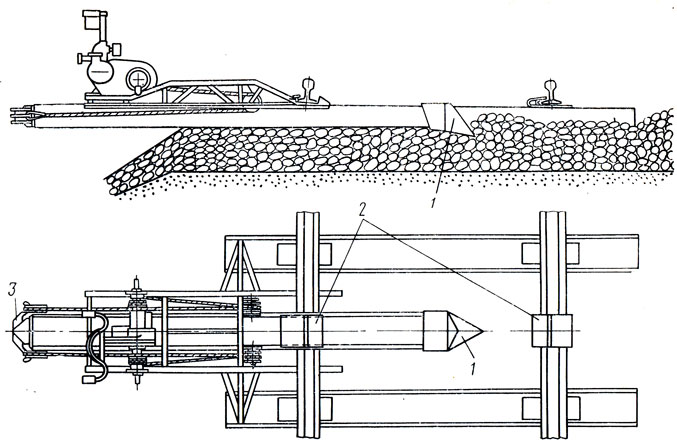
Рис. 64. Схема запасовки тросов при затаскивании шпалы: 1 - плужок; 2 - подкладка; 3 - захват-подпятник
После затаскивания шпалы и остановки двигателя механизма двое рабочих освобождают трос от зацепления, снимают захват-подпятник и перемещают механизм к следующей шпале, намеченной к смене. Другие двое рабочих снимают плужок, подкладки-лыжи и изоляционную подкладку, выравнивают конец шпалы по шнуровой линии, укладывают путевые подкладки и пришивают рельсы к новой шпале. После этого все рабочие производят подбивку шпалы, планировку и трамбование щебня, оправку балластной призмы и переходят к следующей сменяемой шпале.
Смена железобетонных шпал вручную производится группой в составе 6 человек под руководством бригадира пути. Место работ ограждается сигнальными знаками "Свисток". По местам смены шпалы развозятся и раскладываются рельсовым или автомобильным транспортом, оборудованным кранами или подъемными приспособлениями.
Основные работы по смене железобетонных шпал выполняются в такой последовательности.
Вначале четверо рабочих выбирают щебень из обоих прилегающих к шпале ящиков и с торцов до подошвы шпалы, а другие двое рабочих опробуют клеммные болты на смежных четырех шпалах и помогают складировать по габариту выбранный из ящиков щебень.
Затем двое рабочих ослабляют на 3 - 4 оборота гайки клеммных болтов на четырех смежных шпалах, двое рабочих устанавливают домкраты и вывешивают рельсы и сменяемую шпалу, а остальные двое рабочих подводят под вывешенную шпалу металлический лист длиной 3,1 м и шириной 0,25 см с ушками на концах. Этот лист облегчает вытаскивание шпалы и предохраняет от нарушения постель шпалы.
После этого шпала опускается на металлический лист, четверо рабочих вывинчивают шурупы или закладные болты, снимают клеммы, вывешивают рельсы вновь, снимают подкладки и вытаскивают шпалу. Вытаскивание шпалы производится при помощи троса или веревки. При вытаскивании шпалы двое остальных рабочих с противоположной стороны поддерживают металлический лист за ушки крюком с веревкой.
Новая шпала затаскивается в путь по тому же листу четырьмя рабочими, которые после этого устанавливают на место деревянные прокладки и металлические подкладки и завинчивают шурупы или закладные болты. Одновременно с этим двое рабочих после проверки ширины колеи устанавливают на новой шпале клеммы и закрепляют их. Затем, после вытаскивания металлического листа из-под вывешенной шпалы четверо рабочих подбивают шпалу электрошпалоподбойками, а двое рабочих закрепляют клеммные болты на смежных шпалах. По окончании подбивки и закрепления клемм все рабочие производят оправку и трамбовку балластной призмы.
Смена переводных брусьев выполняется бригадой в составе трех человек под руководством бригадира пути с ограждением места работ сигнальными знаками "Свисток". Порядок работ практически такой же, как и при смене деревянных шпал.
Новые брусья должны быть развезены и разложены на обочине земляного полотна или на междупутье против брусьев, подлежащих смене.
Брусья заменяются с одновременным изъятием не более двух на комплект при условии, что между ними остается не менее десяти брусьев.
Для пропуска поезда брус должен быть уложен на место, пришит и подбит под рельсами. После пропуска поезда все уложенные вновь брусья необходимо вторично подбить.
При смене брусьев не допускается пришивка частей стрелочного перевода к вновь укладываемым брусьям костылями вместо шурупов, а также неправильное расположение брусьев, подкладок на них, башмаков и других опорных частей.
Смена флюгарочных брусьев производится с ограждением места работ сигналами остановки и с выдачей предупреждения о следовании поездов по месту работ со скоростью не более 25 км/ч. Работой руководит дорожный мастер. Перед началом работ остряки зашивают или прижатый остряк прикрепляют к рамному рельсу специальной скобой, а между отведенным остряком и рамным рельсом укладывают деревянный вкладыш. Для каждого сменяемого флюгарочного бруса ящик отрывается отдельно. Переводная тяга не отсоединяется.
Смена сдвоенных деревянных шпал на изолирующем стыке производится с ограждением места работ сигналами остановки и выдачей на поезда предупреждений о следовании со скоростью не более 25 км/ч.
К моменту пропуска поезда шпалы должны быть уложены, пришиты, подштопаны и подбиты под рельсами, а ящики засыпаны балластом не менее чем на половину высоты.
Подготовка сдвоенных шпал со сверлением и антисептированием костыльных (шурупных) отверстий производится заранее.
Перед сменой сдвоенных шпал все провода автоблокировки и электрификации (соединительные провода, перемычки рельсовых цепей, провода дроссельных катушек и др.) необходимо открепить от шпалы и отвести в сторону, а после смены уложить на место и закрепить.
Работа по смене сдвоенных шпал на изолирующем стыке заранее согласовывается с начальником дистанции сигнализации и связи.
Смена сдвоенных шпал выполняется бригадой в составе трех монтеров пути под руководством дорожного мастера по следующей технологии.
Сначала двое монтеров пути освобождают от щебня шпальные ящики с обеих сторон и у одного из торцов сдвоенных шпал, а третий расшивает шпалы и удаляет подкладки. Затем все трое монтеров пути вытаскивают старые сдвоенные шпалы, подготавливают постель для укладки новых шпал, затаскивают новые шпалы в путь, укладывают на них подкладки и пришивают рельсы к шпалам с подвешиванием последних. После этого производится подбивка уложенных шпал, которая повторяется после прохода двух-трех поездов.
Подбивка сдвоенных шпал имеет особенности вследствие двойной ширины постели под ними. Для лучшего уплотнения балласта необходимо подбивку вести с наибольшей зоной воздействия бойка в глубину балласта. Эта глубина должна быть около 7 см. При этом обеспечивается выжимание балласта кверху - к подошве шпалы. Подбив шпалы, засыпают ящики очищенным от грязи щебнем и заправляют балластную призму.
В стесненных условиях при смене шпал на изолирующих стыках применяется предварительная вывеска стыка домкратами с расшивкой соседних шпал.
Одиночная смена рельсовых скреплений. Смена накладок производится группой в составе двух человек под руководством бригадира пути. Место работ ограждается сигналами остановки. После установки новых накладок и плотного их закрепления не менее чем двумя болтами на каждом конце рельса, пришивки рельса к шпалам не менее чем двумя костылями с каждого конца шпалы пропуск поездов по месту работ производится без ограничения скорости.
Порядок выполнения операций при смене накладок следующий.
В подготовительный период один рабочий зачищает заусенцы на стыковых шпалах, расшивает третьи основные костыли внутри колеи, антисептирует места зачистки и костыльные отверстия, устанавливает в отверстия пластинки-закрепители, опробует остальные костыли; другой рабочий развинчивает гайки на втором и пятом болтах при шестидырных накладках, снимает эти болты и ставит по дополнительной шайбе на остальных болтах.
В основной период после ограждения места работ сигналами остановки один рабочий расшивает костыли на стыковых шпалах, антисептирует костыльные отверстия, ставит пластинки-закрепители; второй рабочий разболчивает стык, отгибает приварной соединитель и снимает накладки; ему помогает первый рабочий. Если стыковой соединитель штепсельного типа, то он снимается. Затем оба рабочих, сняв старые накладки, очищают концы рельсов, осматривают их и устанавливают новые накладки. После установки накладок один рабочий смазывает болты, вставляет их в отверстия, надевает шайбы и навертывает гайки на два-три оборота; другой рабочий гаечным ключом завинчивает гайки до отказа. В первую очередь устанавливаются средние болты. Поставив болты, рабочий пришивает рельс на два основных костыля на каждой стыковой шпале, проверяя ширину колеи по шаблону, затем устанавливает соединитель.
В заключительный период забивают третьи костыли, ставят второй и пятый болты, проверяют закрепление остальных болтов.
Смена негодных болтов выполняется одним рабочим при обязательном условии одновременного снятия только одного болта. Новые болты перед установкой смазывают смесью мазута с графитом.
Работа по смене болтов состоит из следующих операций: отвинчивания гайки и снятия старого болта; снятия гайки с нового болта и смазывания его; установки нового болта; постановки шайбы и завинчивания гайки; подкрепления соседних болтов.
Возобновление графитовой смазки в рельсовых стыках. Графитовая смазка сама по себе не является хорошим проводником электрического тока. Однако достижению высокой электропроводимости стыков, имеющих графитовую смазку, способствуют:
ликвидация воздушных мешочков, которые образуются между накладками и рельсами при сболчивании "сухих" стыков; графитовая смазка сглаживает при этом неровности металла, и воздушные мешочки, обладающие большим электросопротивлением, вытесняются;
сохранение в чистоте соприкасающихся поверхностей накладок и рельсов; смазка предохраняет их от загрязнения и ржавления;
более плотное прижатие накладок к рельсам; очищенные и покрытые графитовой смазкой накладки при одинаково затянутых болтах плотнее соприкасаются с рельсами, чем накладки, покрытые ржавчиной, окалиной и несмазанные;
самозачистка соприкасающихся поверхностей накладок и рельсов под влиянием трения при проходе поездов.
Следует отметить, что графитовая смазка обеспечивает некоторую эластичность стыка.
Возобновление графитовой смазки в рельсовых стыках производят тогда, когда электрическое сопротивление в стыке после повторного подтягивания болтов превысит более чем в три раза сопротивление 1 м целого рельса.
Для ускорения работ по обновлению графитовой смазки в стыках используются запасные однотипные накладки, которые не ранее чем за одни сутки до постановки их в путь очищаются до металлического блеска и покрываются графитовой смазкой.
Работы по возобновлению графитовой смазки делятся на подготовительные, основные и заключительные и выполняются группами по 2 человека под руководством бригадира пути. Основные работы ограждаются сигналами остановки. График работ по возобновлению графитовой смазки представлен на рис. 65.
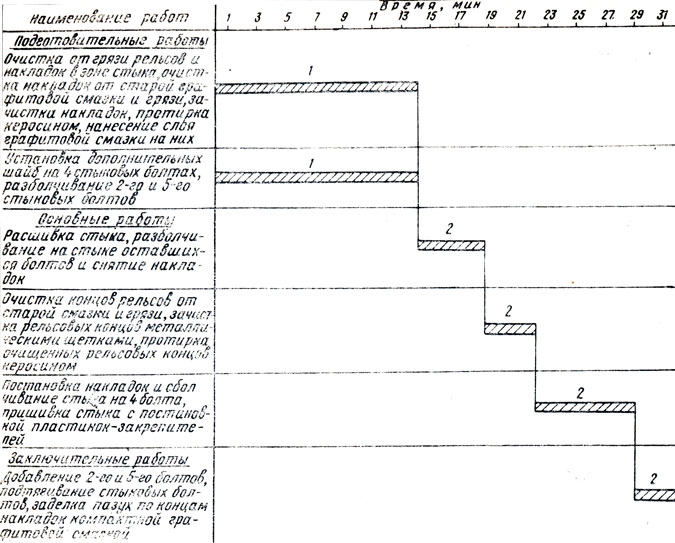
Рис. 65. График производства работ по возобновлению графитовой смазки в рельсовых стыках
Одиночная смена рельсов. Одиночная смена рельсов производится под руководством бригадира пути бригадой в составе 6 - 16 человек в зависимости от типа и длины рельсов и применения подъемно-транспортных средств и приспособлений.
Место работ по одиночной смене рельсов ограждается сигналами остановки.
Назначенный к укладке в путь рельс предварительно тщательно осматривают, чтобы удостовериться в годности его для укладки в главный путь, и измеряют его длину и величину износа.
Высота укладываемого рельса в торце не должна отличаться от высоты смежных с ним лежащих в пути рельсов более чем на 1 мм.
Подвезенный к месту смены рельс укладывают на бок внутри колеи против подлежащего замене на расстоянии от него не ближе 500 мм и пришивают через болтовые отверстия одним костылем на каждом конце к шпале во избежание сдвига от сотрясения при проходе поездов. Если рельс не сразу укладывают в путь, то торцы рельса прикрывают деревянными кобылками, чтобы не зацепилось за рельс что-либо, свешивающееся с подвижного состава.
Если около сменяемого рельса имеются слитые или чрезмерно растянутые зазоры, то предварительно делают их регулировку. Это исключает сдвиг концов соседних рельсов после удаления сменяемого рельса, вследствие чего укладываемый рельс может оказаться короче или длиннее, чем нужно.
На участках с электротягой и автоблокировкой перед началом смены рельса должны приниматься меры, обеспечивающие прохождение электротока по рельсовой цепи, а также обеспечивающие безопасность рабочих от поражения электротоком (см. § 7 главы III).
Порядок выполнения работ по смене рельса Р50 длиной 12,5 м при костыльном скреплении бригадой в составе 6 человек следующий. Работы делятся на три периода: подготовительный, основной и заключительный.
В подготовительный период двое рабочих отвинчивают на стыках при шестидырных накладках последовательно одну за другой гайки 1-, 3-, 4- и 6-го болтов, смазывают нарезку, ставят по одной дополнительной шайбе на каждый болт и завинчивают гайки, а затем снимают 2- и 5-й болты. При четырехдырных накладках последовательное отвинчивание гаек со смазкой нарезки и постановкой дополнительных шайб производится так, чтобы до прохода поезда гайка была полностью завинчена.
В это время двое других рабочих зачищают заусенцы, обметают шпалы, сменяемый рельс и скрепления, антисептируют зачищенные места и снимают противоугоны. Остальные двое рабочих выдергивают третьи основные, внутренние, костыли на стыковых шпалах, устанавливают в костыльные отверстия пластинки-закрепители с предварительным антисептированием отверстий и опробуют остальные костыли на всех шпалах звена. При наличии двух основных костылей с внутренней стороны нити на промежуточных шпалах один основной внутренний костыль на каждой шпале также выдергивается, костыльные отверстия антисептируются и в них устанавливаются пластинки-закрепители.
В основной период, после ограждения места работ сигналами остановки, третий рабочий устанавливает обходной провод или поперечные перемычки и снимает рельсовые соединители, первый и второй рабочие разболчивают на стыках все болты и снимают накладки, а четвертый, пятый и шестой рабочие выдергивают все внутренние костыли, устанавливают в костыльные отверстия пластинки-закрепители с антисептированием отверстий и наддергивают наружные костыли. Затем все шестеро рабочих сначала сдвигают ломами сменяемый рельс внутрь колеи, чтобы он вышел из-под головок костылей, а затем выкантовывают его на концы шпал и надвигают подготовленный к укладке новый (или старогодный) рельс.
После укладки рельса на место первый и второй рабочие устанавливают накладки и сболчивают стыки на четыре болта, сначала на одном стыке, а затем на другом; четвертый, пятый и шестой рабочие в это время пришивают уложенный рельс по шаблону, забивая на каждой шпале по одному внутреннему костылю, и добивают наружные костыли; третий рабочий снимает обходной провод или поперечные перемычки и устанавливает в стыке рельсовые соединители.
По окончании этих работ смененный рельс убирается с концов шпал, путь проверяется по шаблону, после чего снимаются сигналы остановки и поезда пропускаются без уменьшения скорости.
В заключительный период двое рабочих устанавливают при шестидырных накладках болты до полного количества; другие двое рабочих ставят противоугоны, а остальные рабочие забивают третьи основные костыли.
Последовательность выполнения работ по смене рельсов при раздельном скреплении аналогична вышеизложенной, только вместо выдергивания и забивки костылей производят отвинчивание гаек клеммных болтов и снятие клемм и постановку клемм и клеммных болтов с завинчиванием гаек.
Смена отдельных металлических частей стрелочного перевода. Смена отдельных частей стрелочного перевода производится под руководством бригадира пути. Место работ ограждается сигналами остановки. В "Журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети" делается запись о производстве работ, а на поезда выдаются предупреждения, если работа выполняется на путях следования организованных поездов.
При работах на централизованных стрелках или стрелках, оборудованных ключевой зависимостью, а также на участках, электрифицированных и оборудованных автоблокировкой, должны присутствовать представители служб связи и электрификации.
Смена стрелочного остряка производится группой в составе трех человек. Перед сменой остряка проверяется расположение лежащих в пути остряков по наугольнику, плотность прилегания остряков к рамным рельсам и стрелочным подушкам, величина шага остряка, зазор и ширина желоба в корне остряка, состояние упорных болтов. Работы выполняются в три периода: подготовительный, основной и заключительный.
В подготовительный период один рабочий поочередно на каждой стрелочной тяге со стороны заменяемого остряка снимает шплинты и опробует соединительные болты, двое других рабочих провертывают гайки на болтах корневого крепления, ставят дополнительно по одной шайбе на болты, опробуют закладные болты лапок-удержек и корневые у порки.
В основной период, после ограждения места работ сигналами остановки, один рабочий снимает по одному соединительному болту на каждой стрелочной тяге, второй рабочий разболчивает и снимает болты в стыке корневого крепления и накладку, третий рабочий развинчивает гайки закладных болтов и снимает корневые лапки-удержки и упорку. После снятия корневой накладки удаляется из отверстия остряка распорная втулка. Затем все трое рабочих ломами сдвигают старый остряк и убирают его из пути на междупутье, очищают от грязи и ржавчины накладку, вкладыш, распорную втулку, упорку, лапки-удержки и смазывают их. После этого рабочие ломами надвигают новый остряк на место. После установки остряка на место и проверки положения его относительно рамного рельса первый рабочий устанавливает соединительный болт сначала на первой стрелочной тяге, а затем на других тягах; второй и третий рабочие устанавливают распорную втулку, упорку, накладку, лапки-удержки и завинчивают гайки горизонтальных и закладных болтов.
Закрепив вновь уложенный остряк, первый рабочий по указанию бригадира расшивает противоположный остряк и переводит стрелку, после чего проверяется плотность прилегания нового остряка к рамному рельсу, стрелочным подушкам и упорным болтам, ширина желоба в корне остряка, а также величина шага остряка и ширина колеи. Если остряк уложен правильно, то сигналы остановки снимаются.
В заключительный период первый рабочий устанавливает шплинты на соединительных болтах стрелочных тяг, второй рабочий проверяет и закрепляет болты в стыке, а третий рабочий проверяет и закрепляет закладные болты лапок-удержек и корневой упорки. После прохода первого поезда еще раз проверяется состояние остряка и недостатки устраняются.
Смена рамного рельса производится группой в составе шести человек.
Укладываемый рамный рельс подбирается по типу, длине, износу, правильному расположению болтовых отверстий и упорных болтов.
Смена рамного рельса осуществляется в три периода. В подготовительный период двое рабочих на стыках рамного рельса ставят по одной дополнительной шайбе на 1-, 3-, 4- и 6-м болтах; 2- и 5-й болты снимаются; третий рабочий опробует горизонтальные болты корневого и закорневого вкладышей, болты клемм, корневой и закорневой упорок; четвертый рабочий при необходимости зачищает заусенцы у подкладок и антисептирует места зачистки, а затем с каждой стороны рамного рельса расшивает по одному костылю, антисептирует костыльные отверстия, устанавливает в них пластинки-закрепители и опробует остальные костыли; пятый и шестой рабочие опробуют горизонтальные и закладные болты стрелочных упорок.
В основной, период, после ограждения места работ сигналами остановки, первый и второй рабочие разболчивают болты в стыках и снимают накладки; третий рабочий разболчивает горизонтальные болты корневого и закорневого вкладышей, ослабляет закладные болты корневой и закорневой упорок и клемм, поворачивает эти болты в гнездах и снимает упорки и клеммы вместе с закладными болтами; четвертый рабочий расшивает все костыли в стыках с обеих сторон рамного рельса, антисептирует костыльные отверстия и устанавливает пластинки-закрепители; пятый и шестой рабочие разболчивают и снимают горизонтальные болты стрелочных упорок, удаляют закладные болты упорок, снимают упорки и упорные накладки, им помогают первый и второй рабочие после разболчивания стыков рамного рельса. Закончив эти работы, все шесть рабочих выдвигают рамный рельс из пазух стрелочных башмаков и убирают его за концы брусьев, а затем надвигают новый рамный рельс и устанавливают его на место.
После установки рамного рельса на место первый и второй рабочие ставят накладки и сболчивают каждый стык на четыре болта; третий рабочий устанавливает корневую и закорневую упорки и сболчивает горизонтальные и закладные болты вкладышей и упорок, ставит на место клеммы и закрепляет их; четвертый рабочий зашивает по два костыля на каждом брусе; пятый и шестой рабочие устанавливают на место стрелочные упорки и упорные накладки и заболчивают горизонтальные закладные болты. Им помогают первый и второй рабочие после заболчивания стыков рамного рельса.
До окончательного закрепления рамного рельса бригадир пути проверяет положение верха головки рамного рельса относительно верха головки остряка. После этого рамный рельс окончательно закрепляется, проверяется плотность прилегания остряка к рамному рельсу, положение упорных болтов, ширина колеи, плотность прилегания рамного рельса к подкладкам стрелочных башмаков, а также к стыковым и промежуточным подкладкам. Убедившись в правильном положении рамного рельса, бригадир дает указание о снятии сигналов остановки.
В заключительный период первый и второй рабочие ставят недостающие болты в стыках и подтягивают остальные болты; третий рабочий подкрепляет горизонтальные и закладные болты корневого и закорневого вкладышей и упорок, а также клемм; четвертый рабочий забивает недостающие костыли; пятый и шестой рабочие подтягивают горизонтальные и закладные болты стрелочных упорок.
После прохода поезда вновь проверяется положение рамного рельса и плотность прилегания к нему остряка.
Смена крестовины типа Р43 производится группой в составе четырех человек, типа Р50 - шести человек и типа Р65 - восьми человек.
До начала работ проверяют правильность положения лежащей в пути крестовины, состояние стыковых зазоров.
Порядок производства работ по смене сборной крестовины типа Р50 вместе с лафетом без расшивки стыковых мостиков следующий.
В подготовительный период первый и второй рабочие устанавливают поочередно по одной дополнительной шайбе на 1-, 3-, 4-и 6-м болтах, снимают 2- и 5-й болты на передних стыках крестовины и опробуют закладные болты и клеммы на переднем стыковом мостике; третий рабочий производит такие же работы в стыке хвоста крестовины; четвертый рабочий зачищает заусенцы на брусьях, обметает брусья, антисептирует места зачистки, расшивает по одному костылю с каждой стороны крестовины, антисептирует костыльные отверстия и устанавливает в них пластинки-закрепители; пятый и шестой рабочие в местах прикрепления лафета к брусьям вывинчивают на каждом брусе по одному шурупу с обеих сторон крестовины и поочередно опробуют остальные шурупы.
В основной период, после ограждения места работ сигналами остановки, первый и второй рабочие на передних стыках крестовины, а третий в хвосте крестовины снимают болты, накладки и клеммы; четвертый рабочий расшивает костыли на брусьях, антисептирует костыльные отверстия и устанавливает в них пластинки-закрепители; пятый и шестой рабочие вывинчивают шурупы на лафете. Освободив крестовину, все рабочие при помощи подъемного механизма или ломов сдвигают ее вместе с лафетом в сторону оси прямого пути и затем убирают ее на междупутье или обочину за пределы концов стрелочных брусьев. Затем первый и второй рабочие зачищают места на брусьях, где лежал старый лафет; третий и четвертый рабочие обметают брусья и антисептируют места зачистки; пятый и шестой рабочие очищают шурупные отверстия в брусьях, антисептируют их. После этого все рабочие со стороны бокового пути надвигают новую крестовину и устанавливают ее на место.
После установки крестовины на место первый и второй рабочие сболчивают на четыре болта передние стыки крестовины и ставят клеммы на переднем мостике; третий и четвертый рабочие сболчивают на два болта стык в хвосте крестовины, затем третий рабочий продолжает постановку болтов и клемм на заднем мостике, а четвертый рабочий забивает костыли на брусьях, кроме лафетных; пятый и шестой рабочие просверливают электродрелью шурупные отверстия по одному на каждом лафетном брусе с обеих сторон крестовины и завинчивают в них шурупы электрическим шуруповертом. После проверки правильности положения вновь уложенной крестовины и устранения имеющихся недостатков сигналы остановки снимаются.
В заключительный период двое рабочих в передних стыках крестовины ставят 2- и 5-й болты, подкрепляют остальные; третий рабочий в стыке хвоста крестовины ставит 2- и 5-й болты при шестидырных накладках и подкрепляет остальные стыковые и закладные болты; четвертый рабочий забивает недостающие костыли; пятый и шестой рабочие закрепляют на лафете закладные клеммные болты и крестовинные болты, просверливают остальные шурупные отверстия, антисептируют их и завинчивают в них шурупы.
На централизованных стрелочных переводах в связных полосах должны быть проверены и заменены изношенные фибровые втулки, прокладки и шайбы.
Смена контррельса производится группой в составе трех человек.
В подготовительный период двое рабочих опробуют контррельсовые болты и закладные болты упорок, третий рабочий при необходимости зачищает заусенцы на брусьях около контррельсовых подкладок, обметает брусья, выдергивает по одному костылю на каждом брусе со стороны контррельса, антисептирует места зачистки и костыльные отверстия и устанавливает в них пластинки-закрепители.
В основной период, после ограждения места работ сигналами остановки, двое рабочих снимают контррельсовые болты и закладные болты упорок, третий рабочий расшивает остальные костыли в подкладках со стороны колеи, антисептирует костыльные отверстия и устанавливает в них пластинки-закрепители. Расшитый контррельс трое рабочих убирают на междупутье или обочину, а на его место укладывают новый. Затем двое рабочих ставят на место контр рельсовые вкладыши и упорки, заболчивают горизонтальные и закладные болты упорок, а третий рабочий пришивает контррельс одним костылем на каждом брусе.
После проверки бригадиром пути ширины колеи, желобов, а также размеров между рабочими гранями контррельса и сердечника крестовины, контррельса и усовика сигналы остановки снимаются.
В заключительный период первый и второй рабочие подкрепляют контррельсовые и закладные болты, а третий рабочий забивает недостающие костыли. После прохода поезда еще раз проверяется состояние контррельса, подтягиваются контррельсовые болты и закладные болты упорок.
Смена переводного механизма осуществляется группой в составе двух человек под руководством бригадира пути.
В подготовительный период один рабочий совместно с бригадиром пути проверяет все части переводного механизма, смазывает и провертывает болты. Другой рабочий опробует на отвертывание шурупы, прикрепляющие старый механизм к брусьям. После этого двое рабочих закрепляют прижатый остряк, а между отведенным остряком и рамным рельсом укладывают деревянный вкладыш, верх которого должен быть ниже верха головки рамного рельса не менее чем на 45 мм.
В основной период, после ограждения места работ сигналами остановки, двое рабочих вывертывают шурупы, прикрепляющие станину к брусьям, антисептируют отверстия и забивают в гнезда антисептированные пробки. Затем один рабочий разъединяет переводную тягу, а другой - фонарную тягу и снимает фонарь. После этого оба рабочих снимают старый переводной механизм и устанавливают новый так, чтобы фонарная стойка была расположена со стороны крестовины. Это необходимо для того, чтобы при противошерстном движении поезда вышедший случайно за пределы габарита груз, ударив в противовес, не мог перекинуть его на другую сторону и тем самым перевести остряки.
Для проверки правильности положения переводного механизма после присоединения переводной тяги оба остряка отводят от рамных рельсов на одинаковое расстояние и закрепляют в таком положении деревянными вкладышами. Если при таком положении остряков переводной рычаг не займет вертикального положения, станину переводного механизма передвигают вдоль брусьев в ту или иную сторону до тех пор, пока переводной рычаг не станет вертикально. После этого станину закрепляют, освобождают остряки, проверяют перевод стрелки в разные положения и окончательно прикрепляют переводной механизм к брусьям.
Перешивка пути и стрелочных переводов. Перешивка пути производится в следующих случаях:
а) когда ширина колеи не соответствует нормам и допускам, установленным ПТЭ;
б) когда стержень костыля неплотно прилегает к наружной кромке подошвы рельса;
в) когда после рихтовки пути на нерихтовочной нити заметны нарушения плавности направления, выходящие за нормы содержания пути по шаблону;
г) в зимнее время при исправлении направления пути и на пучинах.
Перед перешивкой путь должен быть хорошо отрихтован. Перешивается рельсовая нить, противоположная той, по которой производилась рихтовка. Рихтовочная нить перешивается только в исключительных случаях (на мостах, путепроводах, в зимнее время при исправлении искажений в плане).
Подлежащие перешивке места отмечает бригадир пути по результатам проверки ширины колеи путеизмерительным вагоном, тележкой или шаблоном.
В зависимости от числа одновременно расшиваемых шпал работы по перешивке пути ограждаются сигнальными знаками "Свисток" или сигналами остановки.
При перешивке пути на рельсах Р43 и легче с ограждением места работ сигнальными знаками "Свисток" разрешается расшивать одновременно не более трех концов смежных шпал. При рельсах Р50 и тяжелее, когда поперечная сдвижка рельса на требуемую величину из-за большой их жесткости невозможна, перешивка пути производится с применением стяжного прибора (рис. 66), при этом разрешается расшивка рельса на шести смежных концах шпал. Работой в обоих случаях руководит старший монтер пути.
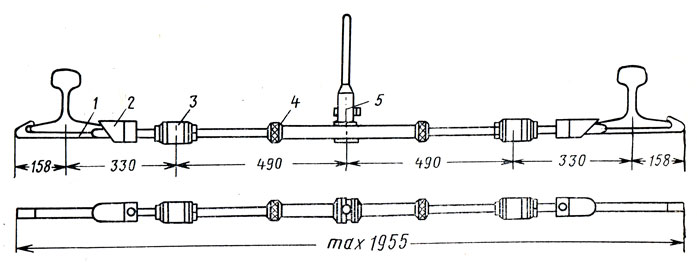
Рис. 66. Схема стяжного прибора конструкции ЦП: 1 - захват; 2 - запорная втулка; 3 - изолирующее устройство; 4 - стягивающая втулка; 5 - храповое устройство
Если требуется (по местным условиям) расшить рельс одновременно более чем на трех смежных концах шпал при рельсах Р43 и легче или более чем на шести смежных концах шпал при рельсах Р50 и тяжелее с применением стяжного прибора, то место работ ограждается сигналами остановки с выдачей соответствующего предупреждения на поезда. В этом случае руководить работой должен бригадир пути.
В работу по перешивке пути входят следующие операции:
а) обметание концов шпал и подкладок от балласта и мусора; в зимнее время - очистка от снега;
б) зачистка заусенцев на шпалах с обмазкой зачищенных мест антисептиком;
в) раскладка пластинок-закрепителей;
г) расшивка рельса и подкладок;
д) антисептирование костыльных отверстий и установка пластинок-закрепителей;
е) отжатие рельса;
ж) проверка шаблоном ширины колеи;
з) пришивка рельса с поправкой перекошенных подкладок;
и) пришивка подкладок (при пятидырных подкладках);
к) уборка щепы.
Последовательность выполнения работ по перешивке пути при рельсах Р50 группой в составе двух человек с применением стяжного прибора следующая.
После ограждения места работ сигнальными знаками "Свисток" оба рабочих приступают к выдергиванию дополнительных и третьих основных костылей. Затем первый рабочий зачищает заусенцы на шпалах, антисептирует места зачистки, ставит пластинки-закрепители, а второй рабочий устраивает канавки для постановки стяжного прибора и устанавливает его.
Закончив подготовительные работы на всем участке перешивки, оба рабочих приступают к расшивке рельсовой нити, причем один из них расшивает рельс на 1-,2-, 3-й шпалах, а второй, двигаясь навстречу ему, расшивает рельс на 6-, 5- и 4-й шпалах (рис. 67). Затем второй рабочий с помощью стяжного прибора ставит рельс по шаблону в требуемое положение, а первый рабочий зашивает рельс на два костыля на 4-, 3-, 2 и 1-й шпалах, оставляя временно расшитым рельс на 5- и 6-й шпалах.
Когда рельс пришивается к 3-й шпале, второй рабочий снимает прибор, переносит и устанавливает его в ящике между 7- и 8-й шпалами. После этого первый рабочий расшивает рельсовую нить на 7- и 8-й шпалах, а второй, двигаясь ему навстречу, расшивает рельс на 10- и 9-й шпалах. Затем второй рабочий при помощи стяжного прибора ставит рельсовую нить в требуемое положение, а первый зашивает ее на 7-, 6- и 5-й шпалах. В это время второй рабочий зашивает рельсовую нить на 8-, 9- и 10-й шпалах. Перешив путь на первом участке, оба рабочих забивают дополнительные и третьи основные костыли, снимают стяжной прибор, заравнивают канавки, собирают инструмент и переходят на перешивку следующего участка.
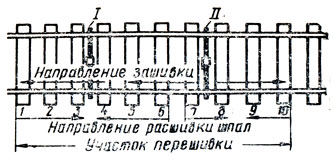
Рис. 67. Схема перешивки пути: I, II - первая и вторая установки стяжного прибора; 1 - 10 - номера шпал
На пути с деревянными шпалами со скреплением типа К регулировка ширины колеи производится перемещением рельса на подкладках за счет имеющихся зазоров между боковой кромкой подошвы рельса и ребордой подкладки.
В случае значительной разработки шурупных отверстий в шпалах и возникновения по этой причине отступлений в ширине колеи регулировка ширины колеи производится со снятием подкладок и ремонтом отверстий в шпалах. Ремонт осуществляется путем рассверливания разработанных отверстий сверлами диаметром 31, 36 или 39 мм (в зависимости от величины разработки) на глубину 135 мм с последующей тщательной очисткой их от грязи и стружки и покрытием стенок отверстия клеем КБ-3.
В рассверленные отверстия вставляются деревянные пропитанные цилиндрические втулки длиной 135 мм, диаметром 30,5; 35,5 или 38,5 мм с прорезью и распорным клином (рис. 68), покрытые тонким слоем клея КБ-3.
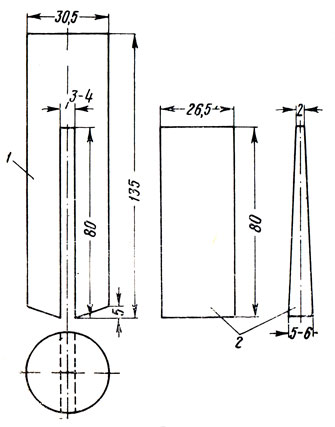
Рис. 68. Цилиндрическая втулка 1 с распорным клином 2
Перешивка колеи на стрелочном переводе начинается после тщательной проверки и выправки положения наружной рельсовой нити прямого направления в плане на протяжении всего перевода. Если требуется перешить путь на протяжении всего перевода, то эта работа выполняется в такой последовательности.
Сначала перешивают крестовину по прямому направлению с установкой шаблона на переднем стыке, сердечнике и на заднем стыке крестовины, затем весь прямой участок пути от крестовины и рамный рельс. После этого перешивают наружную нить переводной кривой по ординатам от корня остряка в направлении к прямой вставке перед крестовиной. Затем перешивают по шаблону рельсовую нить с контррельсом по боковому направлению против крестовины и в последнюю очередь перешивают по шаблону внутреннюю нить переводной кривой.
Нарушение такого порядка может привести, например, к тому, что по сбитому неправильному положению крестовины будут перешиты один или оба противолежащих рельса с контррельсами или по неправильному положению упорной нити переводной кривой будет перешита ее внутренняя нить. Это вызовет боковые толчки при проходе подвижного состава.
Перешивка переводной кривой по ординатам производится под руководством дорожного мастера с ограждением места работ сигналами остановки.
Перешивка остальных частей стрелочного перевода типа Р50 и тяжелее выполняется под руководством бригадира пути, а перевода типа Р43 и легче может производиться под руководством опытного монтера пути III разряда.
Во всех случаях перед перешивкой колеи на стрелочном переводе делается запись в "Журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети" о необходимости этой работы.
Ремонт шпал и брусьев, лежащих в пути. Деревянные шпалы и брусья назначаются к ремонту дорожным мастером. При этом к требующим ремонта относятся шпалы и брусья, имеющие дефекты: а) продольные трещины с обнаженной непропитанной древесиной; б) механический износ под подкладкой на глубину 10 мм и более, если толщина шпалы в подрельсовом сечении после удаления поврежденной древесины будет более 10 см; в) разработанные костыльные или шурупные отверстия, ослабляющие прочность прикрепления рельсов.
В состав работ по ремонту лежащих в пути шпал и брусьев входит:
1) очистка поверхности шпал и брусьев и имеющихся в них трещин от грязи;
2) зачистка заусенцев, постановка в разработанные костыльные или шурупные отверстия втулок из твердых пород древесины, антисептирование костыльных или шурупных отверстий и трещин;
3) сжатие трещин при наличии сквозных расколов на торце шпал и обвязка концов шпал и брусьев проволокой, полосовой сталью, укрепление их деревянными винтами или металлическими болтами; при незначительных трещинах - установка П-образных скоб;
4) нанесение гидроизоляционного покрытия на антисептированные пастой места.
Место работ по ремонту шпал и брусьев в пути ограждается сигнальными знаками "Свисток". Работа производится специализированным звеном из двух рабочих под руководством бригадира.
Порядок производства работ следующий. Первый рабочий очищает шпалу скребком и зачищает имеющиеся на ней заусенцы декселем. Второй рабочий очищает от грязи до максимально возможной глубины трещины шириной 3 - 4 мм и более при помощи приспособления из стальной проволоки с расплющенным концом, после чего обметает шпалу. Затем оба рабочих антисептируют зачищенные места и трещины.
При наличии сквозных трещин необходимо до заливки пасты заложить в них мягкую паклю и при помощи приспособления для прочистки трещин вдавить ее на глубину 12 - 13 мм от верхней постели. После антисептирования трещины в нее вводят шпателем или кистью гидроизоляционный материал, а затем обвязывают концы шпалы. Для обвязки шпал и брусьев применяется проволока диаметром 6 - 7 мм или полоса сечением не менее 2×20 мм.
При выполнении работ по обвязке шпал и брусьев, лежащих в пути на щебеночном балласте, вначале от них отгребается щебень до нижней постели в местах их обвязки, затем путь вывешивается на 8 - 10 мм для пропуска под шпалой проволоки или полосы. На песчаном балласте вывеска может не производиться. В этом случае металлическим зубом прокалывается балласт под шпалой и в образовавшееся отверстие пропускается обвязочный материал. Сжатие трещин и обвязка концов шпал производятся при помощи лапы-сжима Колоницкого (рис. 69). Технология обвязки шпал показана на рис. 70.
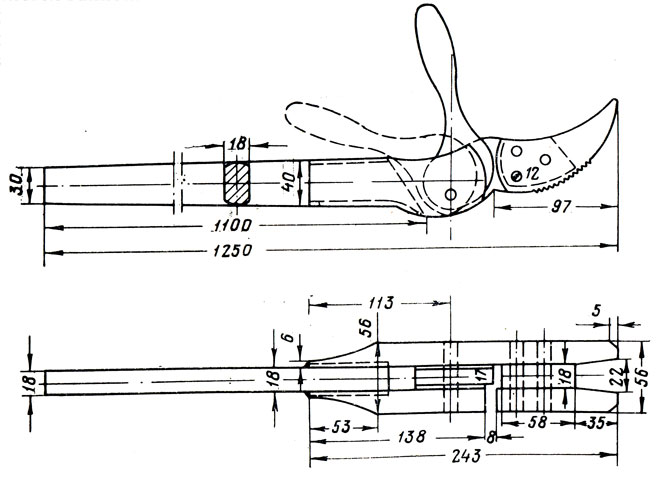
Рис. 69. Лапа-сжим Колоницкого
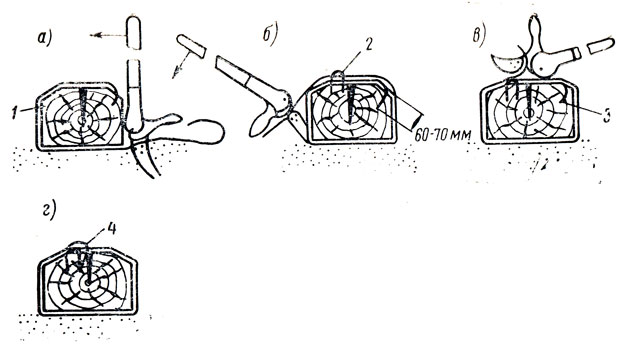
Рис. 70. Технология обвязки шпал: 1 - проволока; 2 - скоба; 3 - первый конец проволоки; 4 - второй конец проволоки; а, б, в, г - отдельные моменты обвязки
Шпалы и брусья с незначительными несквозными по торцу трещинами на верхней постели, не доходящими до костыльных отверстий, укрепляются от дальнейшего растрескивания постановкой деревянных винтов.
Винты устанавливаются под углом 10° к нижней постели шпал и брусьев. После сверления отверстия для установки винта метчиком нарезается отверстие под резьбу винта. Деревянный винт ввинчивается в шпалу тем же станком, который применяется для сверления отверстий.
Шпалы и брусья, имеющие сквозные трещины по торцу, могут укрепляться металлическими болтами, изготовляемыми из круглой стали диаметром 12 - 14 мм, длиной 260 - 300 мм. Технологический процесс укрепления шпал и брусьев металлическими болтами в основном такой же, как и при их обвязке, только после расчистки трещин от грязи просверливается сквозное отверстие диаметром, равным диаметру болта, с боковой поверхности шпалы или бруса под углом 10° к постели шпалы станком Одесско-Кишиневской дороги.
После антисептирования отверстия шпалы сжимаются ручным или гидравлическим сжимом. В сквозное отверстие устанавливается болт, на нарезной конец болта надевается шайба и болт закрепляется гайкой. Сжим снимается и нанесенная на шпалу паста покрывается гидроизоляционным лаком Б. Шпальные ящики заполняются балластом.
Ремонт в пути железобетонных шпал заключается в заделке отколов, продольных и поперечных трещин, основными причинами появления которых являются неправильное опирание шпалы на балласт, просадки в стыках, угон пути по шпалам, некачественное изготовление шпал и др.
Для ремонта шпал применяют некоторые полимерные материалы. Из большого количества исследованных для указанной цели материалов наиболее эффективными оказались полимерцементные покрытия на основе поливинилацетатной эмульсии и синтетических латексов (искусственный каучук).
Отколы бетона на шпалах, а также трещины шириной более 1 мм можно заделывать цементно-песчаным раствором с добавкой поливинилацетатной эмульсии, которую выпускает химическая промышленность. Чтобы приготовить этот раствор, берут 10 весовых частей цемента (БТС или портландского, марки не ниже 500), от 5 до 25 весовых частей песка (среднезернистого, промытого и просеянного через сито с отверстиями диаметром 3 мм) и 2 - 3 весовые части эмульсии с содержанием 50% воды. Воды необходимо 4 - 4,5 л на 10 кг цемента для получения пластичного раствора.
Эмульсия выпускается непластифицированная и пластифицированная. Непластифицированная эмульсия более морозостойкая, ее можно транспортировать в холодное время года. При использовании этой эмульсии в нее вводят пластификатор в количестве 15% веса эмульсии.
Для заделки небольших повреждений можно применять более жирный раствор, в состав которого входит 10 частей цемента, 5 - 15 частей песка; при больших повреждениях на 10 частей цемента берется 15 - 25 частей песка.
Кроме такого раствора, для заделки трещин шириной более 1 мм применяют полимерцементное тесто, состоящее из 10 весовых частей цемента, двух частей эмульсии и воды в количестве 20 - 30% от веса цемента. В случае отсутствия полимерных эмульсий могут быть использованы обычные цементно-песчаные растворы и цементное тесто.
Мелкие трещины (до 0,5 - 0,8 мм) можно заделывать полимерцементными красками, в состав которых должны входить цемент, эмульсия или латекс (разведенный искусственный каучук) - 10 - 20% от веса цемента и вода в количестве 40 - 55% от общего веса цемента и эмульсии. Такую краску следует приготовлять не раньше, чем за 3 - 4 ч, до начала работы. Если применяется латекс, то перед смешиванием с цементом в него добавляют стабилизатор. Стабилизатор представляет собой смесь кислотного казеина (14%), кальцинированной соды (1%) и воды (85%), подогретой до 70°С. Для лучшего растворения казеина эту смесь можно подогревать дополнительно.
Перед нанесением на шпалу раствора (теста или краски) ее поверхность тщательно очищают металлической щеткой, зубилом или скребком до плотного бетона; трещины с шириной раскрытия более 1 мм разделывают зубилом клинообразно на глубину до 10 мм. Расчищенные места перед заделкой промывают водой, промазывают цементным молоком или смачивают 10%-ным водным раствором полимера. Затем полимерцементный раствор наносят на шпалу, посыпают сухим цементом и заглаживают. При температуре выше 25°С заделанные места необходимо увлажнять. Полимерцементные краски наносят в два слоя, причем второй слой наносят через 1 - 2 ч после первого.
Исправление пути на пучинах. При исправлении пути, профиль которого искажен пучиной, отводы по обе стороны пучинного горба делают с уклонами относительно профильной линии, крутизна которых зависит от скоростей движения поездов (рис. 71) по табл. 18.
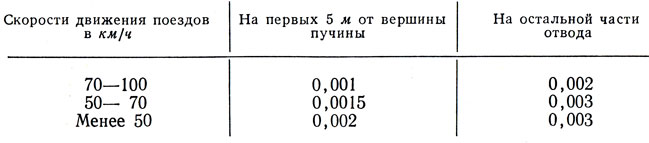
Таблица 18. Крутизна отводов от пучинного горба
Между концами двух соседних отводов сохраняют элемент профильной прямой длиной не менее 10 м. Если расстояние между горбами не позволяет сделать такую площадку, то путь поднимают "с горба на горб" (рис. 71, б) с соблюдением указанной величины уклонов.
В случае расположения пучины вблизи перелома продольного профиля оставляют элемент длиной не менее 10 м профильного уклона или устраивают 10-м элемент среднего уклона между уклонами двух сопрягаемых элементов (рис. 71, в, г).
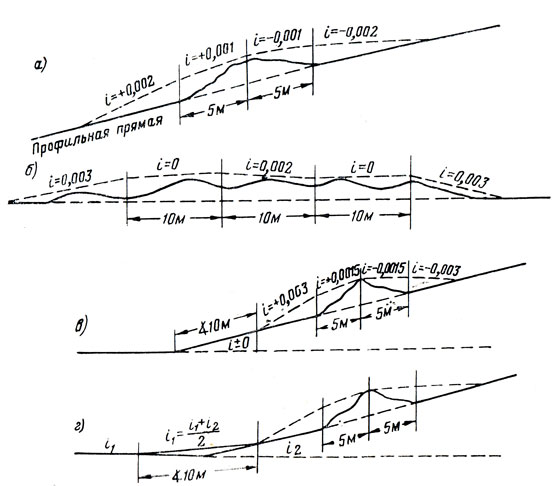
Рис. 71. Устройство отводов от пучинных горбов: а - от одиночного горба; б - при близко расположенных горбах; в - при достаточном удалении от перелома профиля; г - при недостаточном удалении от перелома профиля
При исправлении косой пучины в прямых участках пути отвод делают сначала на рельсовой нити, имеющей большую вспученность, а другую нить ставят по уровню относительно выправленной первой.
На кривых участках пути вначале исправляют путь по наружной нити, а внутреннюю ставят по уровню; в случаях, когда внутренняя нить вследствие неравномерного вспучивания оказывается выше наружной, исправляют одновременно обе рельсовые нити с учетом установленного возвышения наружного рельса.
При исправлении из-за пучин стрелочного перевода делают площадку в пределах рамных рельсов и крестовины. На протяжении переводных путей между стрелкой и крестовиной, а также перед рамными рельсами и за крестовиной делают отводы с уклоном в 0,001 относительно уклона данного элемента продольного профиля.
Полусквозные нашпальники применяют при исправлении односторонних пучин высотой 50 мм и более взамен коротких нашпальников. Толщину сквозного нашпальника для менее вспученной нити определяют по более вспученной нити, а по уровню путь выравнивают укладкой одной карточки толщиной не более 25 мм или башмака не толще 50 мм на менее вспученной нити.
При шестидырных и пятидырных подкладках с пришивочными костылями обшивочные костыли для прикрепления башмаков и коротких нашпальников к шпале не применяются.
Определение величины искажения продольного профиля пути и длины отводов, а также толщины пучинных подкладок на каждой шпале производится бригадиром пути при помощи оптического прибора или визирок. При применении оптического прибора зрительная труба и измерительная рейка устанавливаются по разные стороны пучин. Устанавливая измерительную рейку на головку рельса над каждой шпалой (двигаясь при этом в сторону прибора), по наименьшей отметке определяют место расположения вершины горба и толщину пучинной подкладки для каждой шпалы. Толщина подкладки равна разности условной отметки отвода над данной шпалой и высоты вспучивания той же шпалы (рис. 72).
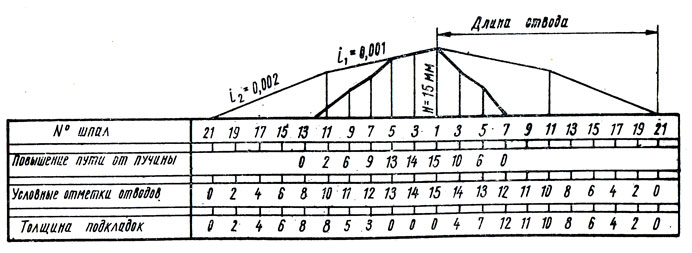
Рис. 72. Определение толщины пучинных подкладок
Под условной отметкой понимают разность уровней рельса во вспученном пути и после исправления пучины. За пределами пучины толщина подкладки равна условной отметке отвода.
Так определяют толщину пучинных подкладок для более вспученной нити. Для второй нити толщина подкладок устанавливается как разность в уровнях рельсов с учетом толщины подкладок по более вспученной нити.
Способ укрепления рельсовой нити на пучинных подкладках зависит от толщины их и плана пути.
Карточки укладывают в путь при исправлении пути на пучинах высотой до 25 мм, башмаки - при высоте пучин до 50 мм, нашпальники - при высоте пучин более 50 мм. При этом сквозные нашпальники укладывают в соответствии с табл. 19, а полусквозные - при исправлении односторонних пучин. Карточки, кроме того, укладывают как дополнительные подкладки на нашпальники и башмаки. На каждом конце шпалы не может быть более двух подкладок: двух карточек, башмака и карточки, нашпальника и карточки. При укладке в путь пучинных подкладок рельсы и пучинные подкладки пришивают к шпалам удлиненными пучинными костылями.
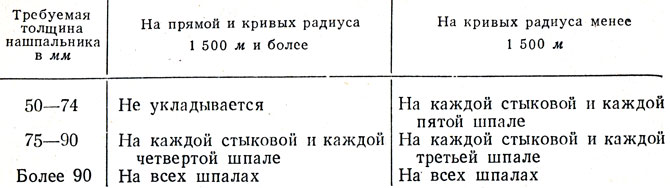
Таблица 19. Порядок укладки сквозных нашпальников
Сквозные нашпальники дополнительно пришивают к шпалам тремя костылями, полусквозные при трехдырных подкладках - также тремя костылями, а при пятидырных и шестидырных подкладках -двумя. Наружные концы башмаков и коротких нашпальников при трехдырных подкладках обшиваются костылями нормальной длины: на прямых и кривых радиуса 1 500 м и более - через шпалу, на кривых радиуса менее 1 500 м - на каждой шпале.
Порядок работ по устройству отводов пути на пучинах в период роста их несколько отличается от порядка работ при осадке пучин весной. Работы по укладке или смене пучинных подкладок в период роста пучин ведут в направлении от горба к концу отвода, а при осадке пучин, наоборот, от конца отвода к горбу.
Работы по исправлению пути на пучинах производят бригады в составе двух-трех человек при толщине пучинных подкладок до 25 мм и в составе четырех-пяти человек при толщине подкладок до 50 мм. Если наибольшая толщина подкладок превышает 50 мм, то для устройства отводов требуется бригада из восьми человек.
При укладке пучинных карточек до 25 мм работы по исправлению пути на пучинах производятся сначала по одну сторону от горба по одной рельсовой нити, затем по эту же сторону от горба по другой нити. После этого делаются отводы на другой стороне горба.
Если пучинные подкладки имеют толщину более 25 мм, то работы по устройству отводов выполняются тоже сначала по одну сторону от горба, а затем по другую, но по обеим рельсовым нитям одновременно.
Перед укладкой пучинных подкладок поверхность шпалы выравнивают затеской, углубление под металлической подкладкой от механического износа заполняют соответствующей прокладкой.
При укладке пучинных подкладок, толщина которых не превышает 50 мм, работами руководит бригадир пути, при толщине подкладок более 50 мм - дорожный мастер.
Исправление пути на пучинах состоит из подготовительных, основных и отделочных работ.
К подготовительным работам относятся: очистка концов шпал от снега и льда, определение толщины требующихся пучинных подкладок и границ отводов, раскладка всех материалов, выдергивание пришивочных костылей (при пятидырных подкладках) и третьего основного, затеска шпал, зачистка заусенцев. Толщину пучинных подкладок записывают мелом на шейке рельса у каждого конца шпалы.
В состав основных работ входят; наддергивание двух костылей на 10 - 15 мм на девяти шпалах (на трех позади расшитой шпалы и шести впереди нее по ходу работ), вывеска рельсовой нити в пределах отвода с закреплением ее в требуемом положении по новому профилю, выбивание ранее уложенных пучинных и металлических подкладок, зачистка постелей шпал и укладка новых пучинных и металлических подкладок на шпалу с пришивкой рельсов на каждом конце шпалы двумя основными костылями, добивка наддернутых костылей. Основные работы лучше начинать после прохода поезда; тогда во многих случаях можно успеть устроить отвод без укладки инвентарных карточек.
К заключительным работам относятся: забивка третьего основного, пришивочных и обшивочных костылей, добивка остальных костылей, проверка пути и устранение обнаруженных неисправностей, уборка снятого материала.
При появлении поезда работу по дальнейшей расшивке и наддергиванию костылей прекращают и укладывают временные (инвентарные) составные карточки для временного отвода, начиная с более толстых.
Временный отвод для пропуска поезда по месту работ устраивают при скорости движения 15 - 20 км/ч с уклоном 0,005; если поезда пропускаются по месту работ без уменьшения скорости, то временные отводы должны быть не круче 0,003 для нескоростных участков и не круче 0,00083 для скоростных участков.
В случае прямых и коротких коренных пучин, имеющих устойчивый из года в год характер, допускается применять способ предварительного опускания пути на месте горба осенью. В таких местах до замерзания пути подрезают на нужную глубину балласт, опускают шпалы и укладывают на них пучинные подкладки требуемой толщины.
Зимой по мере роста пучинного горба заменяют уложенные осенью подкладки более тонкими и, наконец, совсем вынимают их, а при осадке горба, наоборот, заменяют подкладки более толстыми.
Весной при оттаявшем и просохшем балласте после осадки пучинного горба путь поднимают на балласт.
При осадке пучин применяют два способа поддержания необходимой плавности пути. Основной способ заключается в постепенном опускании рельсовых нитей заменой лежащих в пути пучинных подкладок более тонкими. Другой способ применяется в отдельных местах как исключение, при очень высоких горбах короткого протяжения; при этом способе по мере осадки горба пучинные подкладки над ним заменяют более толстыми, а отводы оставляют без изменения. После полной осадки горба в "окно" между поездами с ограждением места работ сигналами остановки снимают подкладки и опускают путь на всем протяжении горба и отводов.
Технология работ по исправлению пути на пучинах высотой до 25 мм следующая. Работа выполняется двумя рабочими под руководством бригадира пути в такой последовательности.
Предварительно оба рабочих очищают от снега и льда путь на длине обоих отводов. Потом бригадир с одним рабочим определяет по визиркам высоту пучины, длину каждого отвода и толщину пучинных подкладок. Рабочий записывает потребную толщину подкладок на шейке рельса у каждой шпалы. В это время другой рабочий обстукивает костыли, раскладывает пучинные подкладки и пластинки-закрепители. Затем оба рабочих выдергивают третьи основные, четвертые и пятые дополнительные костыли, оставляя на каждом конце шпалы только по два основных костыля, прикрепляющих рельс.
Закончив подготовительные операции, рабочие приступают к основным на одной рельсовой нити, более вспученной. Работу начинают от вершины отвода. Оба рабочих расшивают один конец шпалы и наддергивают костыли на трех шпалах позади нее и шести шпалах впереди по ходу работ, т. е. одновременно работают на десяти шпалах. Потом они вывешивают рельс гидравлическим домкратом или клином, который бригадир подкладывает под подошву приподнятого лапчатыми ломами рельса. Клин укладывают в следующем за расшитой шпалой ящике.
Вывесив рельс, один рабочий снимает металлические и пучинные (при повторном исправлении) подкладки с расшитой (4-й) шпалы, ставит пластинки-закрепители, зачищает при необходимости шпалу, укладывает под рельс пучинную и металлическую подкладки и пришивает рельс двумя основными костылями, не добивая их на 10 - 15 мм. Другой рабочий наддергивает костыли еще на одной шпале впереди (11-й), добивает костыли на 1-й шпале и расшивает рельс на 5-й шпале по ходу работ.
Дальше они продолжают работу в такой же последовательности. Устроив отвод на одной рельсовой нити, рабочие переходят на вторую. Когда же работы будут закончены и на второй рельсовой нити, рабочие переходят на другую сторону пучины и делают второй отвод так же, как и первый.
Закончив работы на отводах с обеих сторон, оба рабочих устраняют неисправности, появившиеся после прохода поезда, забивают все выдернутые костыли, убирают с пути щепу и инструмент, снимают сигнальные знаки.
1. Каковы основные задачи текущего содержания пути?
2. В чем заключается текущее содержание земляного полотна, балластного слоя, шпал и брусьев, рельсов, стрелочных переводов и скреплений?
3. Расскажите об организации и планировании работ по текущему содержанию пути.
4. Какова технология работ по выправке пути в продольном профиле и плане?
5. Как производят регулировку и разгонку зазоров?
6. Перечислите состав работ по смене отдельных металлических частей перевода, замене рельсов, накладок, шпал и брусьев.
7. Назовите основные положения расчета выправки кривых в плане.
8. Перечислите особенности содержания пути на электрифицированных участках пути и участках, оборудованных автоблокировкой.
9. Каковы особенности содержания бесстыкового пути и пути на железобетонных шпалах?
10. Какие действуют дополнительные требования к содержанию пути на участках движения скоростных и высокоскоростных поездов; на участках с высокой грузонапряженностью?
11. Расскажите о технологии работ по устройству отводов пути на пучинах.
12. Как организован контроль состояния пути?
13. Как производится проверка пути по ширине колеи, уровню и направлению в плане и какие приборы при этом применяются?
14. Как определяется оценка содержания пути в баллах?
15. Каковы признаки дефектности и остродефектности рельсов на главных и станционных путях?
16. Назовите измерительные инструменты для проверки износа металлических частей стрелочных переводов и порядок измерения ими износа.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'