25. Ремонт гидравлических гасителей колебаний
Гидравлические гасители колебаний начинают разбирать при подготовке кузова электровоза к подъему домкратами, когда гидравлические гасители колебаний отсоединяют от кронштейнов на раме тележек и оставляют подвешенными на раме кузова. Для того чтобы отсоединить их от кронштейнов на раме кузова, снимают шайбу 3 (рис. 103) и выбивают валик 2, соединяющий верхнюю головку 1 гасителя с кронштейном рамы кузова. Демонтированный гаситель колебаний транспортируют к месту очистки и разборки. Разборку начинают с того, что резиновые втулки 16 вынимают из головок гасителя. Затем зажимают в тисках головку 1, выворачивают стопорный винт 22 и свертывают по резьбе защитный кожух 18. Наружные поверхности гасителя с помощью керосина очищают от грязи.
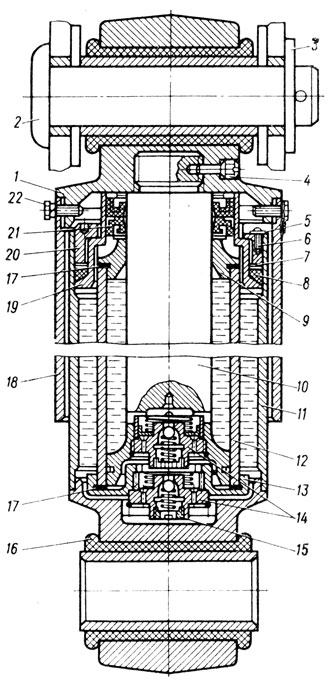
Рис. 103. Гидравлический гаситель колебаний
Специальным приспособлением головку 1 в сборе со штоком 10 выдвигают из цилиндра 12. Вывернув стопорный винт 4, отсоединяют головку 1 от штока 10. Затем снимают планку 5, предварительно отвернув винты 6. Затем отворачивают гайку 20, вынимают обойму 19 с кольцами 7 и 8 манжетами 21. После этого вынимают цилиндр 12 со штоком 10, буксой (направляющей) 9 и нижними клапанами. Пользуясь деревянным молотком, снимают с цилиндра 12 корпус 13 нижнего клапана в сборе и оправкой выбивают буксу 9. Масло из корпуса 11 гасителя сливают в чистый резервуар, после чего отворачивают и разбивают клапаны.
Верхний и нижний кожуха (цилиндры) промывают в щелочном растворе, а остальные детали (кроме резиновых) - в бензине, керосине или мыльной эмульсии. Затем все детали обдувают сжатым воздухом и протирают насухо.
Очищенные детали гасителя тщательно осматривают, проверяют соответствие их размеров нормам допусков и износов и устанавливают необходимый объем ремонта или замены деталей. Резиновые детали гасителя - кольца, прокладки, манжеты, уплотнительные и поршневые кольца - заменяют новыми. Тщательно осматривают шток, трещины в нем не допускаются. При наличии задиров, вмятин, выбоин и местного износа более 0,043 мм на цилиндрической рабочей поверхности по диаметру 48 мм шток шлифуют и доводят его диаметр до 47,925 мм с обработкой поверхности по 8-му классу чистоты (шероховатости). При большем износе шток восстанавливают хромированием с последующей шлифовкой, при этом толщина слоя хрома не должна превышать 0,15 мм. Допускается также восстановление штока вибродуговой наплавкой под слоем флюса сварочной проволокой СВ-ЮГА, СВ-10Г2 с последующей обточкой и шлифовкой. Такая же технология применяется для восстановления рабочей поверхности поршня по диаметру 68 мм. При выполнении наплавочных работ не допускаются непровары, газовые и шлаковые включения, подрезы основного металла.
При износе резьбы М42 на хвостовике штока ее срезают, наплавляют слой металла и нарезают новую резьбу. В случаях износа отверстия диаметром 48 мм и посадочных мест по диаметрам 79 и 68 мм, а также 72 мм в буксе (направляющей) их разрешается наплавлять бронзой при помощи газовой сварки с последующей обработкой до номинального размера.
Верхнюю головку 1 осматривают, измеряют отверстие и проверяют резьбу калибром. При повреждении более двух ниток резьбы ее срезают. Затем осуществляют наплавку вибродуговой сваркой под слоем флюса и нарезают новую резьбу, которую также проверяют калибром. Суммарный износ торцовых поверхностей головки должен быть не более 2 мм, в противном случае головку следует наплавить и обработать до размера 75 мм. Не допускаются также местные вырывы и задиры глубиной более 2 мм.
Цилиндр 12 очищают салфеткой, смоченной в керосине, насухо протирают, обстукивают медным молотком и тщательно осматривают с помощью лупы. Риски, задиры и местную выработку глубиной до 0,3 мм разрешается устранять шлифовкой при условии сохранения установленных размеров. Трещины цилиндра, а также выкрашивания цементированного слоя не допускаются. При комплектовании цилиндра с ремонтными поршневыми кольцами необходимо следить за тем, чтобы зазор в замке был не более 1,3 мм, а овальность - не более 0,1 мм. В противном случае цилиндр подлежит замене.
Кожух 18 также тщательно осматривают. При протертостях более 2 мм и овальности более 1 мм его заменяют. Помятость, отбортовку нижней кромки, овальность кожуха выправляют медным молотком на оправке. Помятую или поврежденную резьбу исправляют на токарно-винторезном станке и затем проверяют ее калибром. Если сорвано более двух ниток резьбы, кожух заменяют либо восстанавливают наплавкой с последующей механической обработкой и проверкой калибром. Отремонтированный кожух снаружи и внутри окрашивают эмалью МС-17.
У корпуса 11 тщательно проверяют состояние сварных швов, отверстий и резьбы. Чтобы убедиться в отсутствии течи по сварному шву, наливают в корпус керосин и выдерживают 10 мин. При наличии течи дефектное место вырубают, разделывают и вновь заваривают. Трещины, вмятины, забоины, протертости глубиной до 2 мм зачищают абразивным кругом. Если же они превышают 2 мм, корпус заменяют. Изношенную и поврежденную резьбу разрешается восстанавливать наплавкой с последующей обработкой и проверкой.
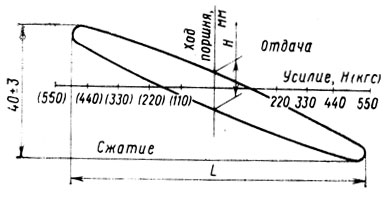
Рис. 104. Рабочая диаграмма гасителя колебаний
Изношенные посадочные поверхности корпуса 13 нижнего клапана восстанавливают до размеров, обеспечивающих суммарный зазор между корпусом клапана и цилиндром в пределах установленного. При большем зазоре разрешается наплавить поверхности вибродуговой сваркой под слоем флюса сварочной проволокой СВ-10ГА, СВ-10Г2 или электродами Э42, Э42А с последующей проточкой до номинального размера.
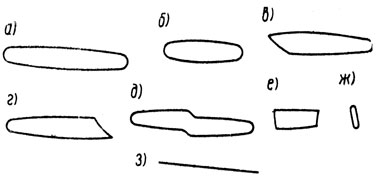
Рис. 105. Формы рабочих диаграмм гидравлического гасителя колебаний при испытаниях на стенде: а - гаситель исправен; б - в клапанах увеличены дроссельные отверстия, увеличен зазор между штоком и направляющей; в - недостаток масла в гасителе, засорен нижний клапан, неплотный контакт между цилиндром и нижним клапаном; г - засорен верхний клапан; д - ослаблена резьба между штоком и верхней головкой, ослаблены гайки крепления корпуса; е - перекос штока, задиры в поршне или цилиндре; ж - засорены верхний н нижний клапаны; л - заклинен поршень в цилиндре
Все детали клапана тщательно промывают до удаления наслоений грязи и затем протирают безворсовой салфеткой. Для очистки деталей от грязи нельзя использовать инструмент, оставляющий на поверхности риски, царапины. Изношенные или с поврежденной резьбой детали клапана заменяют. Просевшие или изломанные пружины и шарики с забоинами, царапинами и коррозией также заменяют.
Все детали клапана тщательно промывают до удаления наслоений грязи и затем протирают безворсовой салфеткой. Для очистки деталей от грязи нельзя использовать инструмент, оставляющий на поверхности риски, царапины. Изношенные или с поврежденной резьбой детали клапана заменяют. Просевшие или изломанные пружины и шарики с забоинами, царапинами и коррозией также заменяют.
В случае образования рисок и царапин на притирочной поверхности диска (кольца) клапана его притирают, используя пасту ГОИ. Давление срабатывания разгрузочного клапана регулируют на прессе по манометру.
Перед сборкой все металлические детали вновь очищают с помощью керосина и насухо вытирают безворсовой салфеткой. Сборку начинают с того, что шарик с его опорой и пружиной вставляют в гнездо клапана 14 и заворачивают пробкой. Клапан на прессе регулируют на давление срабатывания 4500-5000 кПа (45-50 кгс/см2) и фиксируют положение пробки. Полностью собранные с их дисками и большими пружинами клапаны 14 вставляют и укрепляют в поршне штока 10 и в корпусе 13 клапана. Затем надевают кольцо на поршень штока.
Нижнее уплотнительное кольцо 17 вставляют в корпус 13 клапана 14 и ударами деревянного молотка по корпусу устанавливают клапан на торец цилиндра 12. В цилиндр вставляют собранный шток и, перемещая его вверх и вниз, убеждаются в плавном, без заеданий движении. Верхнее уплотнительное кольцо вкладывают в буксу и надевают ее на шток.
Корпус 11 зажимают за нижнюю головку в тисках и заливают в гаситель 0,8 л масла МВП. Собранный цилиндр устанавливают в корпус 11 и, перемещая шток в цилиндре 12, проверяют работу клапанов 14.
Обойму 19 со вставленными манжетами и надетыми уплотнительными кольцами 7 и 8 надевают на шток 10. Затем заворачивают гайку 20 и застопоривают ее планкой 5. Выдвинув шток вверх, наворачивают на него верхнюю головку 1 в сборе с кожухом 18, после чего вворачивают стопорный винт 4 и болт 22. Затем вручную прокачивают гаситель для удаления воздуха из цилиндра, заполненного ранее маслом.
Отремонтированный гаситель колебаний устанавливают на испытательный стенд и проверяют его рабочую диаграмму. Для этой цели гаситель колебаний предварительно прокачивают в течение 2 мин. Ход штока должен быть в пределах 37- 43 мм, а частота ходов - 60 в минуту. Затем подключают самозаписывающее устройство стенда, снимают рабочую диаграмму гасителя колебаний и подсчитывают параметр (коэффициент) его работоспособности:

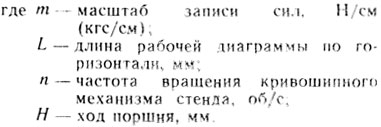
Испытанный гаситель колебаний считается годным, если его рабочая диаграмма имеет форму, показанную на рис. 104. Кроме того, замеренное на диаграмме усилие на штоке при сжатии должно быть в пределах 4,8-5,5 кН (480-550 кгс), при отдаче - от 5 до 6 кН (от 500 до 600 кгс), а ход поршня - от 12 до 16 мм. Подсчитанный с помощью приведенной формулы параметр (коэффициент) работоспособности годного гидравлического гасителя должен быть в пределах 1100-1500 Н•с/см (110-150 кгс•с/см).
По форме рабочей диаграммы гидравлического гасителя колебаний можно судить о его неисправностях (рис. 105). После испытаний гидравлического гасителя проверяют сальниковое уплотнение. Если при нахождении гасителя в горизонтальном положении на протяжении 12 ч течь не появляется, он считается годным.
После вставки втулок в головки гасителя и окраски эмалью его маркируют: на нижней головке ставят условный номер депо, дату и вид ремонта. Хранить гидравлические гасители полагается в вертикальном положении или наклонно под углом не менее 35°.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'