22. Ремонт противоотносного и противоразгрузочного устройств
Противоотносное устройство (рис. 98) разбирают непосредственно на раме тележки после ее обмывки в моечной машине. Для этой цели под восьмигранный корпус 8 и стаканы 3 подкатывают специальную тележку. Отворачивают болты 17, крепящие стаканы к шкворневому брусу рамы, и снимают стаканы в сборе с пружинами 1,2 и накладками. Разборку стаканов выполняют на прессе сжатием опоры 4 пружины и отворачиванием гайки 5 с последующим плавным снятием нагрузки. Снятый с пресса стакан разбирают, снимают крышку 14 с прокладкой и вынимают упор-толкатель 6 из втулки 7. Отвернув пробку 11 и слив масло, снимают крышку 13, поворачивают шар 12 в вертикальное положение и вынимают его. До выемки шара необходимо замерить зазор между ним и вкладышем. Затем вынимают стопорное кольцо 9 и вкладыши 10. Свинчивают гайку с валика 15 сегментного упора 18 снимают его шайбу и уплотнение. Поддерживая с помощью тележки корпус 8, выпрессовывают с обеих сторон валики, после чего опускают корпус с упорами 18.
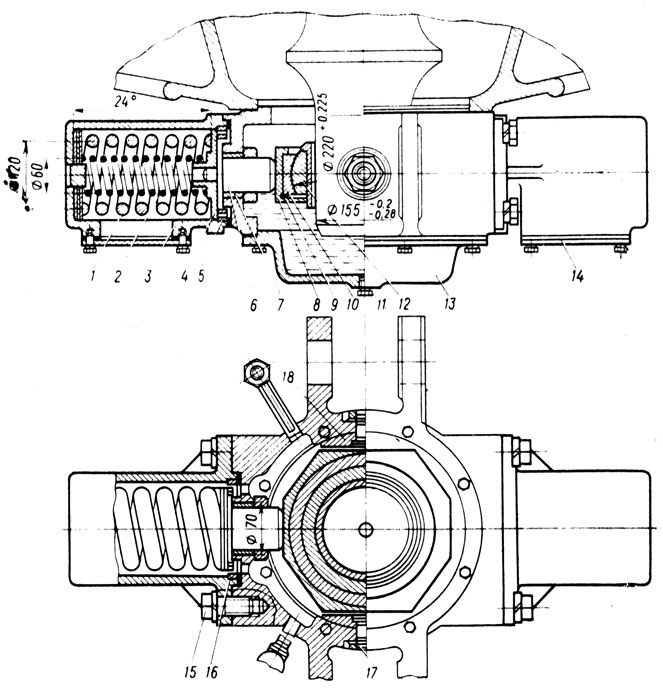
Рис. 98. Противоотносное устройство
Детали противоотносного устройства промывают, протирают насухо и подают к месту осмотра и ремонта. Пружины устанавливают на проверочную плиту и осматривают с целью обнаружения перекоса, трещин и отколов. Замеряют высоту пружин в свободном состоянии, которая должна быть для наружной пружины 250-262 мм, для внутренней 236-248 мм. Пружины с дефектами заменяют. Годные пружины испытывают на прессе. Комплект пружин (внутренняя и наружная) подбирают так, чтобы под нагрузкой 23 кН (2,3 тс) их прогиб составлял 22±2 мм. Если под этой нагрузкой высота комплекта менее 241 мм, то ее регулируют при помощи шайб. Крышки 14 и стаканы 3 после очистки, промывки в керосине и протирки осматривают с целью выявления трещин, проверки состояния резьбы и внутренней поверхности стакана. Плотность соединения крышки в местах крепления к стакану контролируют, наливая керосин в стакан. В случае обнаружения течи прокладку заменяют, а при необходимости заваривают, обрабатывают и пригоняют привалочные плоскости.
Износ деталей шаровой связи - шара 12 с втулкой и вкладышем 10, корпуса 8, упоров 18, опор, толкателей 6, а также посадку втулки в шаре 12 и валиков в упорах 18 проверяют шаблонами, линейкой и щупом. Изношенную втулку шара наплавляют латунью. Остальные изношенные поверхности разрешается восстанавливать автоматической или вибродуговой наплавкой износостойкой сварочной проволокой под слоем флюса с последующей механической обработкой и пригонкой деталей согласно чертежу. Твердость наплавленной поверхности должна соответствовать указаниям в чертежах. При наличии трещин детали шаровой связи заменяют.
Так же как и разборку, сборку противоотносного устройства осуществляют непосредственно на раме тележки электровоза. Совместив грани и отверстия сегментообразных упоров 18 с корпусом 8 шарового подшипника шкворня в сборе, с помощью крана упоры вставляют в гнездо шкворневого бруса до совпадения указанных отверстий с отверстиями в балке. В таком положении укрепляют упоры 18 валиками, запрессованными с натягом 0,05-0,11 мм через корпус 8 в шкворневой брус. При суммарном зазоре между упором и корпусом более 1,6 мм необходимо установить регулировочные прокладки между упором и гнездом шкворневого бруса. Толщина прокладок со стороны каждого упора должна быть одинаковой. Разница в толщинах прокладок не должна превышать 0,5 мм. Суммарный зазор в этом случае должен быть выдержан в пределах 0,2-0,6 мм. При установке упоров нужно обеспечивать соответствие клейм на брусе и упорах. После постановки уплотнения (лен, смоченный фенольно-альдегидным лаком) под стопорные шайбы валиков 15 упоров 18 завертывают и стопорят гайку валика. Устанавливают на место вкладыши 10 до упора в бурт корпуса 8 и заводят в паз стопорное кольцо 9. Вставив на место шар 12, замеряют зазор между ним и вкладышем, который должен быть 0,75-1,0 мм.
Проверяют место привалки крышки 13 к брусу и зачищают места прилегания на крышке и брусе. Проверяют состояние паронитовой прокладки и при необходимости заменяют ее. Крышку закрепляют на брусе болтами с пружинящими шайбами, предварительно проверив состояние резьбы в балке и крышке. Плотность установки пробки в крышке проверяют керосином; течь керосина в любом месте крышки и пробки не допускается.
Состоящий из пружин, шайбы, стакана и гайки комплект собирают на прессе. Под нагрузкой 23 кН (2,3 тс) комплект пружин должен иметь прогиб 22±2 мм. Сжав пружины, вворачивают гайку 16 до упора в выточку стакана 3. При этом наружный торец гайки должен быть утоплен в стакан на 0,2-1,0 мм. Затем, закрепив болтами крышку 14 на паронитовой прокладке, вставляют упоры-толкатели 6 в отверстия втулок, устанавливают и закрепляют болтами на брусе скомплектованные стаканы. По окончании монтажа керосином проверяют плотность всех соединений. Слив керосин, заполняют масляную ванну шкворневого узла и внутреннюю полость стакана 3 трансмиссионным автотракторным маслом.
Противоразгрузочное устройство разбирают на позиции подъемки кузова. Предварительно замеряют расстояние от вертикального рычага 10 (рис. 99) до рамы 9 кузова, которое не должно быть менее 5 мм. После этого отворачивают гайку, выбивают валик 4 и снимают ролик 3 с горизонтального рычага 5. Выбив валик, отсоединяют вертикальный рычаг 10 от штока цилиндра 1 и отсоединяют возвратную пружину 2 от крюка 8. Для демонтажа рычага 10 с рамы 9 следует предварительно удалить стопорную планку 6, отвернув болты, и вынуть валик 7.
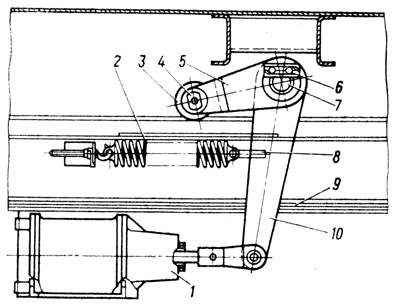
Рис. 99. Противоразгрузочное устройство
Демонтированные детали противоразгрузочного устройства после обмывки в моечной машине подвергаются осмотру и обмеру. Ослабшие в посадке или имеющие выработку втулки и валики рычага 10 и ролика 3 заменяют. Перед запрессовкой новых втулок разверткой проверяют места их установки. Валики подлежат замене при износе более 1 мм по диаметру. В таких случаях их разрешается восстанавливать железнением или вибродуговой наплавкой с последующей механической и термической обработкой. В случае восстановления наплавкой изношенной резьбовой части хвостовика валика 4 ее необходимо после обработки подвергать дефектоскопии.
Тщательно проверяют состояние рычагов и их сварных швов. При обнаружении трещин рычаги и ролик подлежат замене. Дефектные части сварных швов вырубают и вновь заваривают. Изношенные поверхности проушин, вилки рычагов, а также торцов, соединяющей их трубы и поверхности ролика при износе более 7 мм по диаметру разрешается восстанавливать вибродуговой наплавкой в среде углекислого газа или наплавкой электродом Э42А с последующей обработкой. Резьбу для укрепления стопорной планки проверяют метчиком. Лопнувшую пружину заменяют, отверстие под ее натяжной крюк в случае износа заваривают и высверливают заново.
Сборку противоразгрузочного устройства осуществляют при подготовке кузова электровоза к опусканию на отремонтированные тележки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'