§ 24. Ремонт и регулирование электроаппаратуры. Ремонт кабельной проводки
При малом периодическом ремонте очищают и осматривают пальцы и сегменты реверсора, кулачки и пальцы контроллера машиниста, ножи и зажимы рубильников, контакты кнопочных выключателей и т. п. Все скользящие контакты реверсора, контроллера машиниста и блокировок контакторов смазывают тонким слоем вазелина. Электрические аппараты и сопротивления продувают сухим воздухом.
С контакторов снимают дугогасительные камеры. Проверяют состояние и работу контакторов, а также реле и электромагнитных клапанов, их контакты зачищают, осматривают сопротивления; проверяют плотность прилегания и разрыв силовых контактов, нажатие блокировочных контактов; измеряют сопротивление изоляции проводов силовой и вспомогательных цепей.
Проверяют работу аппаратов отдельных секций тепловоза при разъединённых межтепловозных соединениях. Затем после сцепления секций проверяют работу каждой из них при управлении с поста другой секции.
При большом периодическом ремонте производят работы в объёме малого периодического ремонта и дополнительно снимают электропневматический привод регулятора числа оборотов и главных силовых контакторов для ревизии. При подъёмочном ремонте производится ревизия электропневматических, пусковых контакторов и контакторов ослабления поля, а также регулятора напряжения и всех электроизмерительных приборов. Производится их ремонт с последующим опробованием. Проверяют крепления кабельных наконечников.
При заводском ремонте всю электрическую аппаратуру снимают с тепловоза, разбирают и подвергают ремонту, а при необходимости заменяют.
К неисправностям электроаппаратуры относятся:
1) повреждение катушек соленоида электропневматических клапанов и контакторов;
2) обрыв или перегорание проволоки трубчатых сопротивлений в цепях регулятора напряжения, реле перехода, возбуждения возбудителя и др., трещины в фарфоровых трубках;
3) пропуск воздуха электромагнитными клапанами и воздушными цилиндрами;
4) подгорание медных шунтов у контакторов;
5) обгорание и износ силовых контактов.
Ремонт электрических аппаратов
При ремонте электрической аппаратуры должны быть соблюдены следующие основные положения. На всех проводах, отсоединяемых от аппаратов, восстанавливают маркировку там, где она была повреждена.
Наконечники с выплавленным припоем или оторванными жилами запаивают. Наконечники, имеющие трещины или оплавление током, заменяют новыми.
На каждом аппарате должен быть нанесён индекс в соответствии со схемой тепловоза.
Изоляцию аппаратов после ремонта проверяют на электрическую прочность переменным током, напряжение которого принимают в зависимости от назначения аппарата и его узлов.
Электропневматические и электромагнитные контакторы. Реле. Контакторы и реле служат для включения и выключения электрических цепей. Контакторы применяются в цепях, где проходят значительные токи (исключение представляет контактор возбуждения возбудителя), реле - в цепях управления. Контакторы имеют силовые и блокировочные контакты, а реле - только блокировочные контакты.
Регулирование и настройка контакторов и реле производятся на стендах и непосредственно на тепловозах.
Снятые для ремонта аппараты испытывают на стенде; у них проверяют, нет ли межвиткового замыкания катушек, определяют сопротивление изоляции и омическое сопротивление катушек. По результатам этих испытаний, определяется объём ремонта.
Аппараты разбирают и у трущихся деталей определяют степень износа.
Изношенные сменные втулки и оси, ослабшие и поломанные крепёжные детали заменяют новыми. Обгоревшие силовые контакты зачищают при текущем ремонте, а при заводском ремонте заменяют новыми. Контакты, имеющие серебряные накладки, протирают безворсовой салфеткой, смоченной в бензине. Изношенные контакты заменяют новыми, пайка которых производится припоем ПСР-45.
Катушки с исправной обмоткой и выводными зажимами при заводском ремонте пропитывают и сушат со снятием бандажей и затем покрывают лаком.
Процесс пропитки и сушки заключается в следующем.
У катушки снимают изоляционный слой и постоянный бандаж, вместо которого наматывают временный из киперной ленты. Катушку сушат в печи при температуре 100-105° в течение 2-3 ч, после чего пропитывают в асфальтовом лаке 458 (2102), растворённом в скипидаре. Пропитанную катушку сушат при той же температуре в течение 10 ч. Киперную ленту после сушки снимают, наматывают изоляцию из лакоткани или ленты 0,2 X 20 мм и бечёвочный бандаж. Бандажированную катушку покрывают лаком № 462 и просушивают на воздухе.
Окраска деревянных, фибровых, асбоцементных деталей, в том числе и панелей, при заводском ремонте производится красной эмалью (КВД) или серой эмалью (СВД).
В качестве растворителей используют бензол или толуол (60%) и уайт-спирит или скипидар (40%).
При ремонте обязательно проверяют нажатие контактов. Различают начальное и конечное нажатие. Наиболее важным является конечное нажатие. Для его измерения между контактами вводят тонкую полоску бумаги. Контактор включают механическим или электрическим способом таким образом, чтобы якорь был притянут до отказа. Затем к головке винта, укрепляющего подвижной контакт, при помощи проволочной или верёвочной петли укрепляют динамо-метр. Проволока или верёвка должны быть натянуты перпендикулярно линии соприкосновения контактов. Натяжение производится до тех пор, пока бумажку не удастся свободно вытащить. Усилие, показываемое динамометром в этот момент, и есть конечное давление на контактах.
Если контактор разбирали, то после сборки должны быть проверены "разрыв" и "притирание" контактов.
Разрывом контактов называется расстояние между контактами в свету в разомкнутом состоянии. Измерение разрыва производится шаблоном, линейкой, нутромером или штангенциркулем.
Притиранием контактов называется величина перемещения держателя контактов после того, как контакты коснулись один другого. Притирание измеряют по линии конечного касания контактов (фиг. 270).
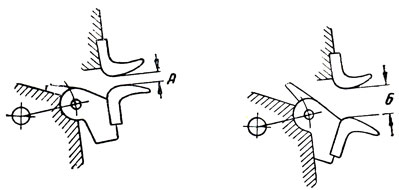
Фиг. 270. Схема для измерения притирания контактов
Кромки контактов должны совпадать, а сами контакты - плавно перекатываться при включении. Несовпадение кромок допускается не более 2 мм. Подгонку контактов проверяют копировальной бумагой, которую прокладывают между контактами при их опробывании. Площадь прилегания должна быть не менее 80%.
При осмотре и проверке электрической аппаратуры следует особенно тщательно проверять затяжку винтов, крепящих шунты, а при постановке новых шунтов следить за тем, чтобы поверхность соприкосновения была лужёной.
Дугогасительные камеры контакторов обдувают сухим сжатым воздухом. Стенки камер очищают от медных брызг и копоти стеклянной бумагой, наклеенной на дощечку. Дугогасительные камеры, имеющие трещины или толщину стенок и перегородок менее 4 мм у электропневматических и 6 мм у электромагнитных контакторов, заменяют.
Изоляцию между силовыми контактами, блок-контактами и силовыми контактами, силовыми контактами и корпусом тепловоза испытывают в течение 1 мин напряжением 3 700 в. Испытательное напряжение между пальцами блок- контактов равно 800 в.
Реверсор и контроллер. У разобранного при заводском ремонте реверсора изоляцию сегментов и стоек проверяют на электрическую прочность напряжением 3 700 в.
Если изоляция повреждена, её заменяют новой, изготовленной из бакелитированной бумаги, формовочного миканита и асбестовой бумаги, которые накладывают на вал или стойку и зажимают пресс-формой. Пресс-форму с деталями закладывают в электропечь, где выдерживают при температуре 180-200° в течение 30-45 мин. Вынутую из печи пресс-форму с зажатой деталью ставят под пресс. Удельное давление прессовки 150 кг/смг.
После пресса изоляцию выдерживают вместе с деталью в печи при той же температуре в течение 1,5 ч. После выемки и охлаждения на воздухе пресс-форму разбирают, концы изоляции выравнивают и зачищают. Затем изоляцию вала и стойки покрывают бакелитовым лаком и сушат на воздухе. Нерабочие поверхности покрывают электроэмалью. Исправные сегменты проверяют на станке на биение и при необходимости протачивают; изношенные свыше 3 мм сегменты наплавляют латунью ЛК-70 или заменяют новыми. Наплавленные сегменты обтачивают до диаметра, соответствующего чертёж-ному размеру, и между ними забивают текстолитовые клинья.
Втулки подшипников в случае износа заменяют новыми - латунными или бронзовыми, которые запрессовывают с натягом.
Нажатие пальцев реверсора проверяют динамометром. Нажатие на силовые контакты устанавливают в пределах 6,5-9 кг и блокировочных - 1,0-1,25 кг. У отремонтированного реверсора на стенде проверяют чёткость срабатывания.
Изоляцию реверсора испытывают на электрическую прочность переменным током различного напряжения в течение 1 мин. Силовые сегменты - каркас и силовые сегменты - блокировочные контакты - 3 700 в, между группами сегментов - 1 900 в, между силовыми сегментами одной группы - 800 в, блок-контакты - каркас - 800 в, между пальцами блок-контактов - 800 в.
Сработанные выступы храповика и сектора контроллера наплавляют латунью и обрабатывают по шаблону.
Конечное нажатие пальцев реверсивного барабана контроллера должно быть 0,34-0,46 кг, разрыв контактов - 6-8 мм и притирание контактов - 2,5- 3,5 мм.
Изоляцию контроллера подвергают испытанию переменным током напряжением 800 в в течение 1 мин.
Перед установкой на тепловоз сегменты барабанов покрывают тончайшим слоем вазелина, а маслёнки заполняют солидолом или вазелином.
Воздушные цилиндры. Воздушные цилиндры электропневматического механизма регулятора двигателя, электропневматических контакторов и реверсора обычно пропускают воздух вследствие неудовлетворительного состояния уплотняющих манжет поршня. Чтобы устранить неплотности, манжеты заменяют или, если они не сильно изношены, делают их дожировку специальным прожировочным составом № 12 или графитной смазкой № 2Б.
Перед дожировкой манжеты очищают от грязи и сушат тёплым воздухом над бачком с прожировочным составом в течение 30-40 мин. Прогретые манжеты погружают на 1 ч в прожировочный состав, где поддерживается температура 65-68°. Затем манжеты укладывают на сетку над бачком на 5-10 мин для стока лишнего прожировочного состава.
После дожировки манжеты закладывают в формы, в которых их выдерживают в течение суток при температуре 20-25°.
Наиболее рационально подогревать манжеты в электропечи с термостатом, поддерживающим постоянную температуру.
Для того чтобы в процессе эксплуатации манжеты не теряли эластичности, цилиндры смазывают приборным маслом МВП или незамерзающей смазкой 1-Б.
После сборки плотность цилиндров привода проверяют воздухом давлением 5 ати, при этом пропуск не допускается.
Щитки сопротивления. В электрических цепях тепловоза имеется большое количество сопротивлений, предназначенных для ограничения и регулирования величины тока в различных цепях.
Чтобы предупредить случаи обрыва или перегорания сопротивлений, при осмотре проверяют крепление трубок и контактов проводов. В случае обрыва или перегорания сопротивлений производится полная перемотка проволоки, после чего её покрывают стекловидной эмалью. Эмаль составляется из 70% свинцового глёта, 27% борной кислоты и 3% перекиси марганца. Отремонтированный щиток сопротивлений испытывают между укрепляющими болтами и элементами напряжением 3 700 в.
Электромагнитные клапаны (вентили). У электромагнитных клапанов (фиг. 271) при ремонте и осмотре проверяют ход и отсутствие пропуска воздуха.
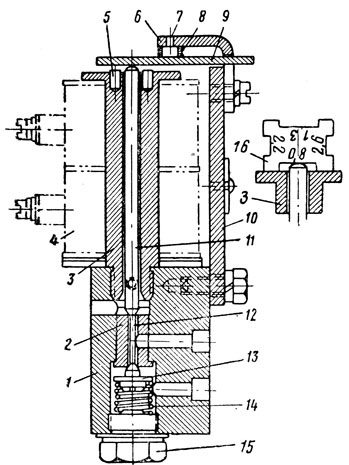
Фиг. 271. Электропневматический клапан ВВ1 и проверка его хода: 1 - корпус; 2 - втулка; 3 - сердечник катушки; 4 - катушка; 5 - латунные штифты; 6 - клапанная коробка или угольник; 7 - пуговка или штифт; 8 - пружина; 9 - якорь; 10 - магнитопровод; 11 - клапан выпускной; 12 - хвостовик впускного клапана; 13 - клапан впускной; 14 - пружина; 15 - пробка; 16 - калибр
При пропуске воздуха, обнаруживаемого на слух, клапаны 11 и 13 вынимают, промывают в бензине и притирают к втулке 2 при помощи пасты. После притирки клапаны и седло промывают в бензине и затем просушивают. Клапан нельзя смазывать маслом, так как на нём оседает пыль и, как следствие, клапан начинает пропускать воздух.
Проверка хода клапанов реверсора, контакторов, электропневматического механизма регулятора и клапанов песочниц производится калибром 16.
Проверку и регулирование хода клапанов при помощи калибра делают в следующем порядке.
Нажимая стороной калибра 16 с цифрой 0,8 на торец выпускного клапана 11, устанавливают наличие зазора между лапками калибра и сердечником, что характеризует посадку клапана на втулку 2. При отсутствии зазора клапан заменяют или стержень его удлиняют путём оттяжки в холодном состоянии.
Когда применяется новый клапан, то калибр устанавливают на сердечник цифрой 1,3. Если между лапками калибра и сердечником будет зазор, то его надо устранить, укоротив клапан.
При проверке впускных клапанов ВВ1 и ВВ2 калибр устанавливают на сердечник стороной 2,2, а при проверке клапанов ВВ3 - стороной 2,6 с пригнанным к втулке выпускным клапаном и установленной на место пружиной 14. При наличии зазора между торцом выпускного клапана и калибром стержень впускного клапана удлиняют. Если выпускной клапан при проверке отжимается калибром, то стержень впускного клапана укорачивают.
Электроизмерительные приборы. При подъёмочном и заводском ремонте проверяют правильность показаний измерительных приборов. Допускается погрешность показаний ±3% от максимального значения шкалы. На корпусе приборов ставится дата проверки. У шунтов проверяют падение напряжения, которое должно быть в норме с допуском ±1%.
Стенд для испытания и регулирования электроаппаратуры. Регулирование электроаппаратов
На фиг. 272 изображена принципиальная схема стенда для регулирования электроаппаратуры. На стенде имеются три регулирующих узла, позволяющих испытывать все электроаппараты тепловозов.
Питание аппаратов и реле постоянным током производится от мотор-генератора, состоящего из электродвигателя 19 типа АД-31/4 и генератора 20 постоянного тока типа ПН-28,5 мощностью 1,5 квт. Напряжение генератора регулируется при помощи шунтового реостата 21. Пуск мотор-генератора осуществляется при помощи магнитного пускателя 31 типа ПМ-1212-УК2 и кнопки магнитного пускателя 32.
У первого регулирующего узла имеются следующие аппараты: двухполюсный рубильник 4 на 250 в и 25 а, лабораторный реостат 2, рассчитанный на 160 ом и длительный ток 1,4 а, включённый потенциометром, и комплект измерительных приборов 1 (вольтметр типа М45 на пределы 3/15/150 в, класса точности 1, и амперметр типа М45 с шунтами на 0,3/0,75/1,5 а). На этом узле регулируются реле боксования типа Р-46-Б1, реле перехода типа Р-42-Б1 (катушка напряжения) и реле обратного тока типа ПР-26А (втягивающая катушка). На клеммах I этого узла можно регулировать напряжение от нуля до максимального значения и ток от 0,02 до 1 а.
У второго регулирующего узла II предусмотрены аппараты: трёхполюсный рубильник 8-250 в, 25 а и лабораторный реостат 6 на 155 ом, рассчитанный на длительный ток 1,7 а. Измерительные приборы те же, что и у первого узла.
Узел предназначается для регулирования реле перехода типа Р-42-Б1 (токовая катушка), реле управления типа Р45Д-2 (Р-45), реле времени типа Р-3200Б 0/1, электромагнитного контактора типа КПД-45 Б1, электропневматического контактора типа ПК-753 А1, реле обратного тока типа ПР-26А (дифференциальная катушка) электромагнитного контактора типа КПМ-220-10.
Третий узел III состоит из трёх полюсного рубильника 8, амперметра 9 типа М-45, имеющего шунты 0,3/0,75/1,5/7,5 а, лабораторного реостата 12, сопротивлением 11 ом, допускающего длительный ток 7,0 а, сопротивления 11 типа СР-215 с длительным током 3,45 а, подключаемого рубильником 10 параллельно реостату. Здесь регулируются реле обратного тока типа ПР-26А (сериесная катушка), реле заземления типа Р-45 Г-2 и электромагнитный контактор КПД-46А-1.
Для контроля замыкания или размыкания силовых аппаратов и блок-контактов на стенде монтируются четыре сигнальные лампы 15 типа Ж4-50 в по 10 вт. Напряжение к лампам подводится включением рубильника 14 через сопротивление 16 - 500 ом, 0,5 а.
Время замыкания или размыкания контактов устанавливается электрическим секундомером 30 типа ПВ-52, позволяющим засекать промежутки времени от 0,05 до 10 сек. Для этого предусмотрены клеммы VIII-VIII, IX-IX и рубильник 18.
Для одновременной подачи постоянного тока на испытуемое реле и переменного тока на секундомер применены трехполосные рубильники 8.
Для испытания электрической прочности аппаратов на стенде устанавливают высоковольтный трансформатор 29 типа ОМ-1,2/6. Трансформатор питается через рубильник. Вторичное напряжение регулируется при помощи автотрансформатора 25 типа ЛАТР-1,0-250 в, питающего первичную обмотку.
Подаваемое напряжение измеряется при помощи вольтметра 28, который градуируется в киловольтах. Для измерения омических сопротивлений стенд укомплектовывают мостиком УМВ с пределом измерений от 0,01 до 100 000 ом.
На фиг. 273 приведена фотография стенда для проверки электроаппаратуры.
Фиг. 273. Стенд для испытания электроаппаратуры
Порядок проверки и регулирования аппаратов различный в зависимости от их назначения.
В качестве примера ниже приведён порядок проверки времени замыкания контактов контактора типа КПМ-220А-10 (контактор возбуждения главного генератора). Для проверки собирают схему (фиг. 274). Включают рубильник 33 и запускают мотор-генератор, после чего включают рубильник 8 второго узла и при помощи реостата RII (б) регулируют напряжение на катушках контактора по вольтметру UII и ток по амперметру АII. После того как катушка включит контактор, выключается рубильник 8.
Для замера времени включения главных контакторов необходимо, не меняя положения реостата RII (6), включить рубильники 14 и 18 и включением рубильника 8 одновременно подать напряжение на катушку контактора и секундомер. После срабатывания контактора рубильник 8 отключают. По секундомеру фиксируют время, после чего кнопкой на секундомере возвращают стрелки в нулевое положение. Испытание повторяют три раза: за истинное время включения контактора принимают среднее время срабатывания.
На фиг. 274 цифрами нанесены те же обозначения, что и на фиг. 272.
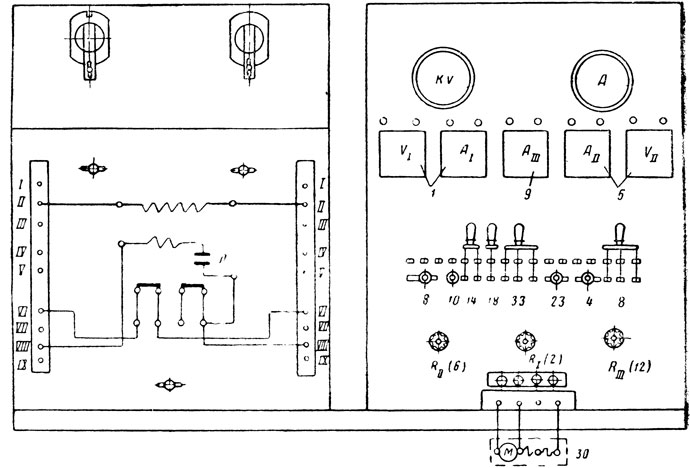
Фиг. 274. Схема проверки контактора типа КПМ-220А-10: 1, 5 и 9 - измерительные приборы; 4, 8, 10, 14, 18, 23 и 33 - рубильники; 2, 6 и 12 - реостаты; 30 - электрический секундомер
Регулирование регулятора напряжения СРН-2В. Регулятор напряжения типа СРН-2В (фиг. 275), воздействуя на ток возбуждения вспомогательного генератора, служит для регулирования его напряжения в пределах 73-77 в при изменении числа оборотов и нагрузки.
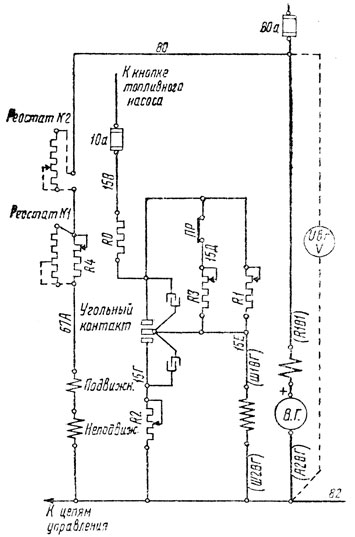
Фиг. 275. Схема регулятора напряжения СРН-28
Прежде чем приступить к регулированию необходимо, чтобы подвижная система свободно перемещалась между крайними положениями и разрыв между контактами был в пределах 0,5-1 мм (суммарный). Для регулирования пружину затягивают с таким расчётом, чтобы подвижная система была уравновешена и подвижной контакт не касался неподвижных при напряжении 75 в, при этом последовательно с катушками должно быть включено сопротивление R4.
Если регулятор предварительно испытывали на панели, то регулирование производится при токе катушек, равном 1,75 а. Проверяется подвижной контакт; он должен возвращаться в исходное уравновешенное положение из крайних положений.
Окончив регулирование, регулировочный винт пломбируют.
Регулятор проверяют непосредственно на тепловозе и дополнительно регулируют следующим порядком.
При помощи вольтметра Uв.г. проверяют напряжение вспомогательного генератора на всех позициях контроллера; при этом колебания напряжения должны быть не больше чем ±1 в и не должно быть его бросков при переходе с одной позиции на другую. Если на отдельных позициях наблюдаются колебания напряжения, превышающие ±1 5 и имеются броски при переходе с одной позиции на другую, то нужно проверить механизм подвижной системы.
Когда напряжение генератора оказывается вне пределов 73-77 в, изменяют сопротивление R4 в цепи катушек, не меняя напряжения регулировочной пружины. Если при повышении числа оборотов двигателя напряжение генератора поднимается выше 77 в, то увеличивают сопротивление R0, но с таким расчётом, чтобы при 1-ом положении рукоятки контроллера напряжение было не ниже 73 в. Если после увеличения R0 напряжение при 8-м положении рукоятки контроллера всё же превышает 77 в, то уменьшают сопротивление R2, величина которого должна быть не ниже 3,5 ом, так как в противном случае может произойти его перегрев.
Добавочные сопротивления панели регулятора напряжения должны иметь приблизительно следующие значения (в ом):
R0=5, R1=35, R2=3,7, R3=22 и R4=40.
Регулирование реле перехода типа Р-42Б-1. Перед установкой реле на тепловоз проверяют разрыв и притирание контактов, а также правильность присоединения проводов по полярности.
Реле проверяют и регулируют в следующем порядке. В токовой катушке устанавливают ток, равный 1 а, а ток в катушке напряжения постепенно увеличивают до 0,152-0,162 а, при этом реле должно срабатывать. Затем в токовой катушке ток увеличивают до 1,26 а, а ток в катушке напряжения снижают до 0,03-0,04 а, при этом якорь реле должен возвратиться в исходное положение (контакты разомкнутся). После этого выключают токовую катушку, ток в катушке напряжения увеличивают. Реле должно сработать при токе 0,048-0,055 а. Затем уменьшают ток в катушке напряжения до 0,023 а, при котором реле должно отключиться.
Регулирование реле производится путём изменения натяжения пружины, что осуществляется ввёртыванием или вывёртыванием регулирующего винта. Если не удаётся отрегулировать реле с помощью пружины, то регулирование производится изменением положения плунжеров.
При таком способе регулирования должны быть соблюдены следующие условия:
1) разрыв и притирание контактов должны быть в пределах нормы;
2) ход якоря реле в обоих направлениях должен быть одинаковым;
3) в любом положении ограничением хода реле должен быть упор плунжера в сердечник, а не в контакты.
Ремонт кабелей и проводов
При всех видах ремонта проверяют пайку наконечников в местах присоединения их к машинам и аппаратам.
При подъёмочном и заводском ремонте согласно монтажным схемам восстанавливают маркировку проводов низкого и высокого напряжения.
Повреждённые провода и кабели заменяют новыми или изолируют с последующей проверкой на электрическую прочность.
При одном из заводских ремонтов провода низкого и высокого напряжения заменяют новыми.
При подъёмочном и заводском ремонте проверяют в течение 1 мин электрическую прочность кабелей силовой цепи переменным током напряжением 1 900 в, а цепей низкого напряжения - 800 в.
Запрещается производить испытания высоким напряжением, если сопротивление изоляции, проверенное мегомметром, будет менее 1 мгом при температуре 25°. Изоляцию восстанавливают сушкой.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'