§ 2. Общие сведения об износе и ремонте
Точность изготовления частей двигателя
Всякий двигатель внутреннего сгорания высокого сжатия условно может быть разделён на следующие основные узлы и системы.
1. Остов с неподвижными частями, к которым относятся: картер, цилиндровый блок, втулки, цилиндровые крышки, коренные подшипники с крышками и кожух распределительных шестерён.
2. Движущий механизм, состоящий из коленчатого вала, шатунов с подшипниками и поршней, снабжённых уплотняющими и маслосрезывающими кольцами.
3. Газораспределительный механизм, в который входят: распределительный вал, шестерни, рычаги, толкатели и газораспределительные клапаны.
4. Воздухоподающая система, к которой относятся: всасывающая камера с фильтром, турбовоздуходувка или воздуходувка с механическим приводом и впускной коллектор с патрубками.
5. Выпускная система, в которую входят выпускные коллекторы с патрубками.
6. Система смазки, состоящая из фильтров, масляного насоса с приводом, трубопроводов, регулирующих давление клапанов, контрольных приборов и аппаратов.
7. Система охлаждения, в которую входят: водяной насос, секции холодильника, трубопроводы и контрольные приборы.
8. Топливная система, состоящая из топливных насосов, форсунок, фильтров, трубопроводов и вспомогательного насоса.
9. Регулирующая система, в которую входят регулятор числа оборотов, электропневматический механизм и регулятор безопасности.
К перечисленным выше узлам предъявляются различные требования как при изготовлении, так и при их ремонте. Основные требования - прочность и износоустойчивость - являются общими для всех узлов.
Точность изготовления деталей различна в зависимости от их назначения и требований взаимозаменяемости.
У большинства неподвижных деталей точность изготовления определяется условием замены их при ремонте без подгонки, а если в последней возникает необходимость, то количество снимаемого металла должно быть минимальным, так как большинство операций ограничивается слесарными работами. У неподвижных частей, которые соприкасаются с движущимися частями, как, например, цилиндровые втулки и подшипники, точность изготовления определяется, помимо условий взаимозаменяемости, также условиями работы движущихся частей. Поэтому втулки и подшипники изготовляются в пределах первой группы классов точности. Так, внутренняя поверхность втулки изготовляется по 2-му классу, а те же поверхности у подшипников изготовляются и ремонтируются по 1-му или 2-му классу точности.
Движущиеся части, как-то: вал, поршни, его кольца и пальцы также изготовляются по трущимся поверхностям в пределах 1-3-го классов точности.
В этих же пределах изготовляются ответственные детали газораспределения, турбовоздуходувок, воздуходувок и системы смазки с расширением для некоторых деталей до 4-го и 5-го классов точности.
В особых условиях находятся детали топливной и регулирующей систем. Здесь плунжерные пары топливных насосов и золотники регулятора с гильзами пригоняются один к другому путём притирки, так как требование необходимой плотности не укладывается в нормальные классы точности. Поэтому отдельные плунжеры, золотники и гильзы не взаимозаменяемы и изготовляются как пары.
При ремонте пар сочетание их возможно только в очень ограниченных пределах, иначе не будет необходимой плотности.
Рассмотренные примеры показывают, что точность изготовления деталей двигателя внутреннего сгорания находится в широких пределах, определяемых условиями их работы.
Взаимозаменяемость деталей
Сопряжение деталей самым тесным образом связано с проблемой взаимозаменяемости деталей. Взаимозаменяемостью называется способность отдельных экземпляров одной и той же группы деталей полноценно заменить друг друга как в процессе сборки, так и уже в собранном механизме, узле или машине.
Узел, который может в машине занять место любого другого такого же узла, обладает внешней взаимозаменяемостью. Но этот узел может не обладать внутренней взаимозаменяемостью, если из отдельных деталей подобных узлов окажется невозможным вновь собрать столько же узлов при любой комбинации деталей.
Поэтому различают полную и неполную взаимозаменяемость. Полная взаимозаменяемость требует значительно более точной обработки, чем неполная; стоимость же обработки значительно возрастает при уменьшении величины допускаемых отклонений. Неполная взаимозаменяемость позволяет значительно увеличить допуски на неточность и уменьшить стоимость изготовления сопрягаемых деталей без ущерба для качества соединения, но с известным усложнением контрольных и сборочных операций.
Примером этого могут служить вкладыши коленчатого вала, толщина которых определяется в зависимости от диаметра шеек вала, обрабатываемых при ремонте по градационным размерам. Таким образом неполная взаимозаменяемость приводит к градационному принципу.
Ремонтные чертежи. Ремонтные размеры
Чертежи ремонтируемых изделий основного производства разрабатываются согласно ГОСТ 5298-50.
Ремонтные чертежи подразделяются на:
1) ремонтные опытные Р;
2) ремонтные установочной партии РА;
3) серийного или массового ремонта РБ;
4) индивидуального ремонта РИ.
На ремонтных сборочных чертежах групп, подгрупп и узлов указываются размеры, зазоры и другие данные, подлежащие проверке при ремонте и сборке.
На ремонтных чертежах, предназначенных для ремонта деталей, узлов и групп, указываются технологические данные, определяющие способы ремонта, гарантирующие его качество.
В комплект ремонтных чертежей (подлинников) включаются:
1) технические условия на ремонт изделий и его частей;
2) спецификация ремонтируемого изделия;
3) ремонтные сборочные чертежи подлежащих ремонту групп, подгрупп и узлов;
4) ремонтные чертежи деталей;
5) рабочие чертежи инструментов и принадлежностей, прилагаемых к изделию, если в результате ремонта изделия требуется применять новые инструменты и принадлежности. В случае необходимости к комплекту ремонтных чертежей прикладываются дополнительно анализы размерных кинематических цепей, расчёт отремонтированных деталей и узлов на прочность, инструкция по ремонту и пр.
Ремонтные размеры деталей бывают заданные - градационные или случайные.
В первом случае деталь обрабатывают до заданного заранее размера, а во втором - до получения необходимой геометрической формы.
Система градационных размеров имеет следующие преимущества перед системой случайных ремонтных размеров:
1) возможна организация массового или крупносерийного производства запасных деталей, что позволяет сделать их дешёвыми и качественными;
2) в значительной степени обеспечивается принцип взаимозаменяемости без дополнительной подгонки и, как следствие, сокращается срок ремонта машины и уменьшается его стоимость.
При системе градационных ремонтных размеров сложную дорогостоящую сопрягаемую деталь обычно обрабатывают механическим путём, а другую заменяют новой или отремонтированной до градационного размера.
Градационные размеры устанавливаются на основании изучения характера износа и минимального припуска на механическую обработку. Для подсчёта градационных размеров наружных цилиндрических поверхностей пользуются формулами
dp1=dn-2(βδ0+x)
dpn=dpn-1-2(βδ0+x),
где p1 - ремонтный размер первой градации в мм;
dpn - ремонтный размер последней градации в мм;
dn - номинальный размер в мм;
β - коэффициент неравномерности износа;
δ0 - суммарный износ детали в мм;
x - минимальный припуск на механическую обработку;
δ0=δмакс+δмин,
где δмакс - максимальный односторонний износ;
δмин - минимальный односторонний износ;
при симметричном износе β = 0,5,
при одностороннем износе β = 1,0.
Для внутренних цилиндрических поверхностей применяется аналогичная формула.
На фиг. 5 представлена схема ремонтных размеров для цилиндрических поверхностей.
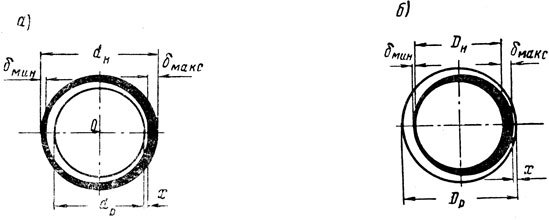
Фиг. 5. Схема расчётов ремонтных размеров: а - для наружных цилиндрических поверхностей; б - для внутренних цилиндрических поверхностей
Трение и износ
Широкое развитие техники и применение всевозможных машин вызвало необходимость изучения износостойкости трущихся поверхностей и установления законов, характеризующих трение и износ.
Вопросам изучения природы трения посвящены многие труды и исследования отечественных и зарубежных учёных и инженеров. Однако до настоящего времени, несмотря на имеющийся в этой области большой научный экспериментальный материал, нет ещё закономерностей, глубоко обосновывающих трение и износ. Различные авторы по-разному подходят к вопросам, связанным с изучением трения. Так, например, в своей книге "Физика твёрдого тела" проф. В. Д. Кузнецов все теории в области трения и износа разделяет на три группы. К первой группе он относит теории, рассматривающие трение как упругое взаимодействие шероховатых поверхностей. Вторая группа включает теории, объясняющие трение прилипанием поверхностей, т. е. молекулярным взаимодействием. В третьей группе трение рассматривается как одновременно действующее упругое взаимодействие и прилипание.
Кандидат технических наук А. Д. Дубинин на основании теоретических и экспериментальных данных выдвигает теорию, что трение есть процесс возбуждения атомов у атомной решётки поверхностного слоя в результате передачи энергии от одного тела к другому.
Многими научно-исследовательскими институтами и заводскими лабораториями проводились и проводятся большие работы, направленные на уменьшение величины износа деталей, причем в процессе изучения было выявлено, что при износе меняется структура поверхностного слоя. Как показали исследования, у поверхностных слоёв шатунной шейки коленчатого вала двигателя ХТЗ микроструктура в ненагруженной части ничем не отличается от микроструктуры основного металла, а в нагруженной части претерпевает изменения, сопровождающиеся повышением твёрдости.
Факт образования на поверхности деталей машин, работающих с трением скольжения, особого слоя, обладающего высокой твёрдостью, подтверждается и другими исследованиями, но на природу его образования существуют различные воззрения.
Обзор существующих воззрений на природу износа позволяет разделить последний на следующие виды: окислительный, тепловой, абразивный, осповидный и др.
Окислительный износ зависит от явлений диффузии кислорода в металл с образованием химических соединений (например для железа FeO, Fe3O4, Fe2O3).
Представляют интерес исследования Б. И. Костецкого, который объясняет образование новых структур окислительными процессами, претерпевающими две стадии развития: 1) образование неупорядоченного твёрдого раствора кислорода в металле и эвтектика высокодисперсных частиц окислов металлов в твёрдом растворе; 2) образование перенасыщенного кислородом поверхностного слоя.
Тепловой износ обычно сопровождается окислительным.
Исследования поверхностных слоёв при трении качения показывают, что эти слои пластически деформируются и упрочняются (например у подшипников качения и у зубчатых передач). На фиг. 6 показано изменение твёрдости в поверхностном слое колец подшипников качения.
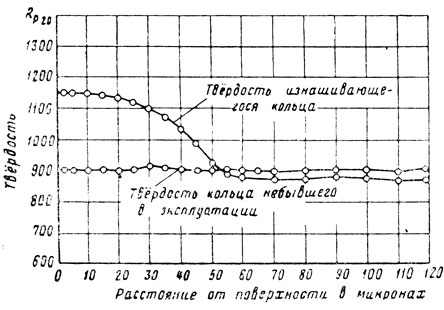
Фиг. 6. Изменение твёрдости в поверхностном слое колец подшипников качения
Широко распространённым видом износа при трении качения является растрескивание и выкрашивание металла поверхностных слоёв. При этом установлено, что зарождение макро- и микротрещин происходит не на поверхности трения, а на некоторой глубине поверхностного слоя. В дальнейшем трещины выходят на поверхность и замыкаются вокруг малых объёмов поверхностного слоя, что ведёт к выкрашиванию этих объёмов с поверхности трения.
Зарождение макро- и микротрещин при больших удельных давлениях на некоторой глубине слоя объясняется возникновением в нём повышенной температуры при термической обработке или в процессе эксплуатации по сравнению с поверхностным слоем, что создаёт знакопеременные термические напряжения.
При повторных переменных нагрузках большие остаточные напряжения приводят к замыканию трещин и выкрашиванию малых объёмов металла с поверхности трения. Аналогичные явления происходят у тяжело нагруженных зубчатых передач, когда происходит осповидный износ. Особенно это явление наблюдается у ведущих зубчаток редукторов с большим передаточным числом, когда наравне с поверхностным износом появляются макро- и микротрещины в поверхностном слое зубьев.
Чистота обработки поверхностей
Создавая новейшие машины, к которым предъявляются повышенные требования с точки зрения надёжности работы, экономичности и повышенных сроков их использования, конструкторы учитывают все факторы, обеспечивающие эти условия. К числу таких факторов относятся: качество материала, из которого изготовлены детали машин, качество обработанных поверхностей и тип их сопряжения, что увязывается с рабочими скоростями, нагрузками и температурами, действующими в узлах и деталях машин. От состояния и свойств поверхностного слоя в значительной степени зависит износоустойчивость деталей, а следовательно, и долговечность всей машины.
Отклонение геометрической формы поверхности детали от номинальной, изображённой на чертеже, характеризуется тремя параметрами: 1 макронеровностью, 2) волнистостью и 3) микронеровностью.
На фиг. 7 показано отклонение геометрической формы детали от номинальной при наличии на её поверхности (при допуске на её обработку δ=Амакс-Амин) всех видов неровностей с высотой Hмакро, волнистости с высотой Hв и шагом l и микронеровностей с высотой Hмакс.
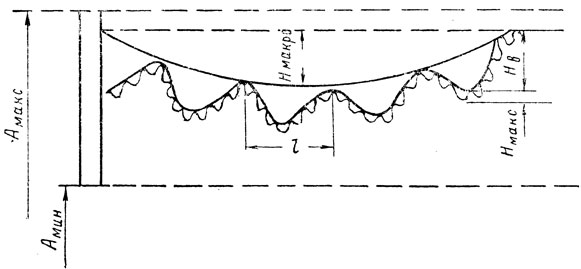
Фиг. 7. Отклонения геометрической формы изделия от номинальной
В понятие макронеровность входят: конусность, эллиптичность (овальность), неплоскостность, выпуклость, бочкообразность, корсетность и т. д.
Под волнистостью подразумеваются более или менее регулярно повторяющиеся и близкие по размерам неровности, расположенные одна от другой на значительно большем расстоянии, чем микронеровности поверхности; форма волн близка к синусоиде.
Высота волны зависит от режима резания, а шаг - от вибраций. При увеличении скорости резания шаг волны увеличивается.
У сопрягаемых поверхностей деформирование начинается с макронеровностей. При отсутствии макронеровностей у сопряжений решающую роль играет волнистость и уже далее - микронеровности.
Чистота отделки поверхности изделий машиностроения в настоящее время устанавливается ГОСТ 2789-51. Под чистотой поверхности подразумевается размерная характеристика микронеровностей, обусловливающих шероховатость поверхности независимо от способа её получения.
Чистота поверхности определяется одним из следующих параметров:
1. Средним квадратичным отклонением микронеровностей Hск
2. Средней высотой микронеровностей Hср.
Величина Hск определяется по формуле
Обозначения применительно к этой формуле приведены на фиг. 8.
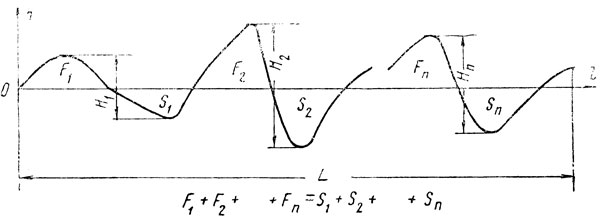
Фиг. 8. Профилограмма поверхности по ГОСТ 2789-51
Среднее квадратичнсе отклонение Hск неровностей определяется с помощью приборов, дающих непосредственный отсчёт Hск. Допускается подсчёт Hск по профилограммам, согласно инструкциям Комитета стандартов мер и измерительных приборов при Совете Министров СССР.
Средняя высота Hср микронеровностей определяется как среднее арифметическое высот микронеровностей H от гребня до дна впадины, как это представлено на фиг. 8. В соответствии с этим положением имеем формулу
Hcp=1/n(H1+H2+...+Hn).
При определении Hср отдельные, явно выпадающие из ряда, значения H не учитываются.
ГОСТ 2789-51 предусматривает четырнадцать классов чистоты, причём у 1, 2, 3, 4-го классов чистоты, а также у 13 и 14-го определяется Hск а у остальных классов Hср.
Допускается оценка поверхностей 5-12-го классов не по Hск, а по Hср.
У классов 6-13 предусмотрено по три разряда, а у класса 14 два разряда чистоты.
Контроль чистоты при помощи измерительных приборов производится в направлении, которое даёт наибольшее значение Hск и Hср. Для определения качества поверхности применяются: микроинтерферометры, двойные микроскопы, профилографы, профилометры и образцы чистоты. Контроль образцов, предназначаемых для контроля чистоты поверхностей изделий путём сличения, производится по инструкциям Комитета стандартов мер и измерительных приборов при Совете Министров СССР.
На фиг. 9 в качестве примера даны значения Hск для цилиндровых втулок (гильз) двигателей внутреннего сгорания, изготовляемых различными заводами (цифры 1,2,3 и 4). Как видно из фиг. 9, большинство цилиндров обрабатывается со значением Hск=0,12 мк, но кривая рассеивания охватывает диапазон Hск от 0,02 до 0,50 мк.
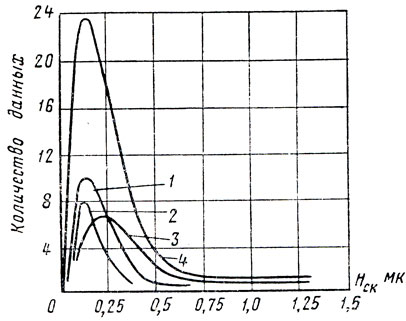
Фиг. 9. Распределение значений чистоты поверхности Hск зеркала цилиндров двигателей внутреннего сгорания на различных советских и заграничных заводах
В зависимости от вида механической обработки деталей может быть получена та или иная чистота поверхности. На фиг. 10 представлена диаграмма, в которой даётся понятие, какой класс чистоты может быть достигнут при различных видах обработки. Заштрихованная часть диаграммы указывает диапазон применения классов чистоты.
Рассмотрим различные виды обработки, встречающиеся при ремонте.
Сверление и развёртывание. При ремонте узлов тепловозов приходится применять сверление и развёртывание отверстий в деталях.
Доминирующее значение при сверлении имеет подача, с увеличением которой чистота поверхности ухудшается. Наиболее грубая поверхность получается в зоне выхода инструмента. Износ и затупление режущих кромок инструмента вызывают ухудшение чистоты поверхности на 50-70%.
Чистота отверстий при сверлении зависит от жёсткости крепления инструмента. Самоустанавливающиеся патроны при развёртывании обеспечивают повышение чистоты на 30-50%. Применение охлаждающей жидкости повышает чистоту поверхности. При сверлении и зенкеровании стали и чугуна достигается чистота поверхности в пределах от 4-го до 6-го классов, а для бронзы в пределах 5-7-го классов чистоты. При отделочном развёртывании стали и чугуна чистота поверхности повышается до 8-го класса, а для бронзы до 9-го класса.
Шлифование. При шлифовании основными факторами, влияющими на чистоту поверхности, являются зернистость круга и режим шлифования; в последнем случае наибольшее влияние оказывают глубина шлифования и продольная подача. Так, если для термически необработанной стали при зернистости круга 50 и наружном круглом шлифовании достижим 8-й класс чистоты, то при зернистости 120 и тех же [режимах может быть получен 10-й класс чистоты.
При глубине шлифования 0,01 мм для стали чистота поверхности получается по 8-му классу, а при 0,05 мм - по 7-му классу чистоты. При обработке абразивным полотном уменьшение зернистости от 24 до 100 улучшает чистоту в 10 раз. Использование засаленного полотна приводит к снижению производительности. При том же полотне на бронзе можно получить чистоту на 20-25% выше, чем на стали и чугуне.
При плоском шлифовании увеличение глубины шлифования вызывает небольшое ухудшение чистоты поверхности. Увеличение продольной подачи для стали от 0,5 до 5,0 м/мин вызывает при том же круге ухудшение чистоты на 30-40%.
Уменьшение зернистости и улучшение качества заправки круга наиболее существенно повышают чистоту поверхности. Уменьшая подачу алмаза, применяемого для заправки круга, можно повысить чистоту обрабатываемой поверхности до 10-го класса.
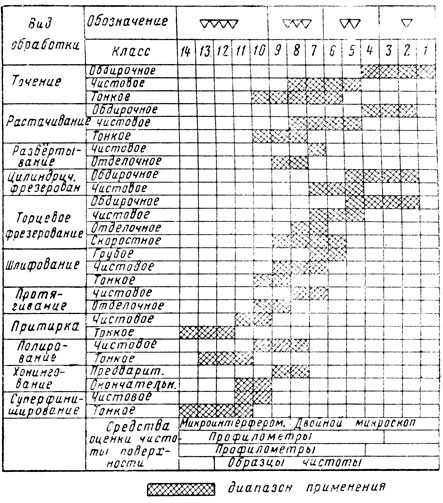
Фиг. 10. Чистота поверхности в зависимости от вида механической обработки
В некоторых случаях при обработке жароупорных материалов и заточке инструмента, сделанного из твёрдых сплавов и быстрорежущей стали, целесообразно для охлаждения использовать углекислоту. Интенсивное охлаждающее действие углекислоты предупреждает появление тепловых напряжений, которые ведут к образованию трещин. Как показала заграничная практика, такой способ при шлифовании по сравнению с сухим способом уменьшает расход абразивных кругов (на 33%) и время шлифования (на 21%).
Углекислота подаётся из баллона при давлении 60 кг/см2, через сопла диаметром в несколько десятых миллиметра, но не менее 0,2 мм. Для интенсивного охлаждения углекислота на шлифуемой поверхности должна осаждаться в виде снега
Применение углекислоты для охлаждения резцов, обрабатывающих аустенитные стали, даёт возможность повысить скорость резания и чистоту обработки.
Притирка. Применение пасты ГОИ при притирке показывает, что грубая паста обеспечивает чистоту по 10-му классу, а тонкая - по 11-му и до 14-го класса чистоты.
Наиболее рационально производить притирку после шлифования, оставляя припуск величиной 0,02-0,03мм. Начистоту обрабатываемой поверхности большое влияние оказывает применяемая смазывающая жидкость, величина давления и порядок нанесения слоя пасты. Притирка даёт лучшие результаты с использованием керосина или дизельного топлива. Наиболее тонкая притирка получается, когда деталь пройдёт по чугунной плите общий путь около 50 м, при давлении до 3 кг/см2 и незначительном слое пасты.
Круговое движение обеспечивает однородную чистоту поверхности во всех направлениях.
Лучшие результаты в смысле чистоты поверхности, а следовательно и плотности, получаются при притирке закалённой стали, несколько худшие - для термически необработанных сталей и чугуна.
Шабровка. Существенное значение при шабровке поверхностей имеет качество заправки шабера, при использовании которого можно достичь высокой чистоты обрабатываемой поверхности.
На фиг. 11 показано влияние заточки и доводки шабера на чистоту обработки в пределах одного пятна пришабренной поверхности. Кривая 1 относится к чугуну при продольном, а кривая 2 - при поперечном измерении. Кривые 3 и 4 относятся к бронзе соответственно при поперечном и при продольном измерении.
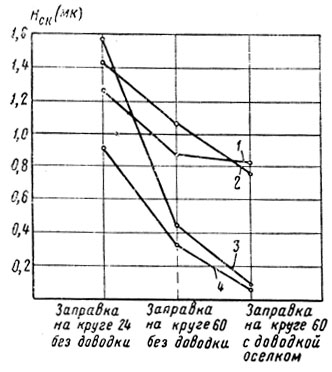
Фиг 11. Влияние заточки и доводки шабера на чистоту обрабатываемой поверхности
При чистовой обработке бронзы может быть достигнут 11-й класс чистоты, а при обработке серого чугуна - 9-й класс; предварительной шабровкой можно получить 7-й класс чистоты. Чистота поверхности достигает высших значений в направлении движения шабера.
Хонингование. На диаграмме фиг. 12 представлены данные для выбора зернистости абразивных брусков в зависимости от чистоты поверхности при чистовом хонинговании. Таблица дана для обычных режимов хонингования, т. е. при окружной скорости 40-60 м/мин и при возвратно-поступательной скорости хона в диапазоне 6-20 м/мин.
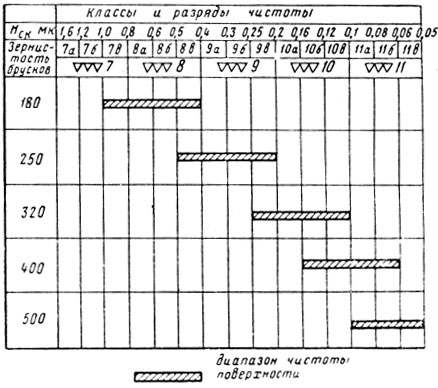
Фиг. 12. Выбор зернистости абразивных брусков в зависимости от чистоты поверхности при хонинговании
Для хонингования стали применяется корунд на керамической связке твёрдости СМ, а для чугуна - С1.
С увеличением удельного давления абразивных брусков на зеркало обрабатываемого цилиндра происходит ухудшение чистоты поверхности.
Хонингование брусками на керамической связке обычно состоит из двух операций - предварительной и окончательной, что усложняет обработку. Бруски на керамической основе отличаются нестабильностью по твёрдости как в пределах партии, так и в пределах одного бруска, что является причиной частых неполадок на производстве.
В последнее время разработаны бруски на органической связке. Они обладают высокими режущими свойствами и стойкостью, не образуют рисок и надиров на обрабатываемой поверхности и позволяют вести процесс хонингования в одну операцию, что снижает трудоёмкость и повышает качество обрабатываемых изделий.
Приработка деталей
После механической обработки на поверхности детали остаются неровности. При сопряжении обработанных поверхностей соприкосновение их происходит по вершинам наиболее выступающих участков неровностей, поэтому качество обработки трущихся поверхностей оказывает большое влияние на их износоустойчивость. Интенсивно протекает процесс сглаживания неровностей поверхностей, соприкасающихся между собой и находящихся в движении, в первый период работы машины, т. е. во время приработки поверхностей.
На основе значительного числа экспериментальных данных при исследовании влияния чистоты поверхностей на процесс приработки можно придти к следующим выводам:
1. В первоначальный период происходит сглаживание неровностей, полученных при механической обработке, и образование новых неровностей.
2. Повышение степени чистоты уменьшает первичный износ и сокращает время приработки.
3. Приработка полностью не устраняет шероховатости.
4. Приработанные поверхности имеют специфическое строение микропрофиля, которое не достигается ни одним из методов отделки поверхности механической обработкой.
5. Чем больше высота макронеровностей, по сравнению с высотой микронеровностей, тем сильнее сказывается отрицательное влияние макронеровностей на время приработки и первичный износ трущейся пары.
6. Правильный выбор смазки и входящих в неё присадок для начальной приработки трущихся пар оказывает решающее влияние на качество и время приработки поверхности.
Для улучшения прирабатываемости поверхностей в промышленности при-меняются антифрикционные металлы: олово, медь, свинец и др. Примером применения антифрикционных сплавов при приработке является олово, нанесённое тонким слоем на компрессионные кольца двигателя Д50. В данном случае промежуточный металл, выступая из впадин на поверхность, увеличивает опорную поверхность, поглощая тепло, развивающееся при трении, и улучшая теплопередачу. С этой же целью покрывается полудой поверхность поршней двигателя 2Д100. Применение антифрикционных сплавов уменьшает возможность контактного схватывания отдельных участков, а следовательно, поверхность предохраняется от задиров и заедания.
Для приработки трущихся поверхностей деталей двигателя производится его холодная или горячая обкатка. В первом случае двигатель приводится в движение электродвигателем, а во втором он работает на холостом ходу и под нагрузкой за счёт энергии топлива, сжигаемого в его цилиндрах.
Как отмечено выше, поверхность после приработки всё же сохраняет неровности, но они и должны быть у трущихся пар в известных пределах, так как у абсолютно гладкой поверхности при местном перегреве может происходить разрыв масляной плёнки, следствием чего являются разрушения и задиры.
Шероховатая поверхность трения необходима для того, чтобы на ней задерживалось масло, образуя микрорезервуары, откуда идёт питание трущихся поверхностей и отвод тепла от них через масло. Таким образом, сочетание антифрикционных металлов со смазкой создаёт наиболее благоприятные условия для приработки и для дальнейшей нормальной работы.
Академик П. А. Ребиндер, рассматривая влияние активных смазочно- охлаждающих жидкостей на качество поверхностей при обработке металлов, ввёл понятие о внутреннем смазочном действии. Масла, богатые полярно-активными молекулами, проникая в микротрещины поверхностей, создают расклинивающее действие, раздвигая края микротрещины, следствием чего является облегчение пластической деформации, происходящей под действием внешних сил, а также дополнительное разрушение или взрыхление поверхности. Такое действие влечёт за собой увеличение скорости износа, а следовательно, ускорение процесса приработки и получение шероховатой износоустойчивой поверхности. Поэтому рекомендуется для приработки применять специальные приработочные масла, содержащие полярно-активные присадки. Большое значение имеет вязкость масла, применяемого для приработки.
В последнее время получил распространение метод определения износа двигателей по анализу масла на содержание железа при различных этапах приработки. По полученным данным строится линия износа. Для построения линии износа определяется суммарное количество железа, снятого за каждый этап испытаний, с учётом угара масла.
На фиг. 13 показана типичная линия износа в процессе приработки двигателя. По оси абсцисс откладывается время t в часах, а по оси ординат - содержание железа Р в нарастающем порядке. Как видно из фиг. 13, количество железа в масле наиболее резко возрастает только в первоначальный период приработки, затем скорость накопления железа замедляется и в точке М наступает установившийся процесс износа.
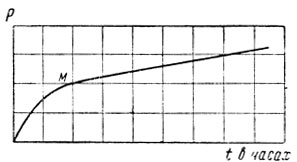
Фиг. 13. Зависимость нарастания содержания железа Р в масле в первоначальный период приработки от времени t
На фиг. 14 показана кривая скорости износа, полученная графическим дифференцированием, а на фиг. 15 - кривые изменения концентрации железа в зависимости от времени отбора проб отработавшего масла шести двигателей Д50. Кривые построены по данным испытаний, произведенных Харьковским дорожным институтом на смеси, состоящей из 70% авиационного масла МК 22 (ГОСТ 1013-49) и 30% индустриального 50 (машинного масла СУ) (ГОСТ 1707-51), а также на дизельном масле (ГОСТ 5304-54).
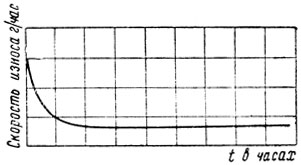
Фиг. 14. Кривая скорости износа в г/час в зависимости от времени приработки t
Как следует из фиг. 15, концентрация железа резко разнится у смеси масел и чистого масла. Разрыв кривых после трёхчасового периода является следствием смены масла, предусмотренной технологическим процессом обкатки двигателей. Обкатка двигателей производилась в горячем состоянии от режима холостого хода до полной нагрузки при общем времени приработки 18 час.
Количество железа, снимаемого с трущихся поверхностей при приработке на смеси масел, в 10-12 раз больше, чем на дизельном масле. Объяснение этому экспериментаторы, проводившие испытания, находят в следующем. Более вязкая смазка - смесь МК и СУ, имеющая вязкость в среднем 120 сантистоксов (сст), в процессе приработки хуже проникает к микронеровностям поверхности и не обеспечивает на них масляной плёнки и надлежащего отвода тепла при высоких температурах, возникающих на поверхности контакта неровностей. При этом происходит повышенный съём металла с трущихся поверхностей и повышение концентрации железа в отработанном масле.
На дизельном масле, обладающем вязкостью 80-90 сст, процесс приработки протекает более благоприятно, потому что в процессе приработки происходит не разрушение трущихся поверхностей, а пластичное течение неровностей. Результатом этого является выравнивание поверхности, при котором заполнение впадин происходит за счёт снятия возвышенностей на трущихся поверхностях. Поэтому процесс приработки заканчивается быстрее, чем на смеси масла МК и СУ.
Если не учитывать слива масла, то по кривым фиг. 15 приработка на дизельном масле заканчивается уже после 3 час. работы, когда степень концентрации из криволинейной зависимости переходит в прямолинейную. Степень износоустойчивости характеризуется углом наклона прямолинейной части кривой к оси абсцисс и определяется tgα. Для смеси масла МК и СУ tgα находится в пределах 0,25-0,45, а для дизельного масла составляет 0,04.
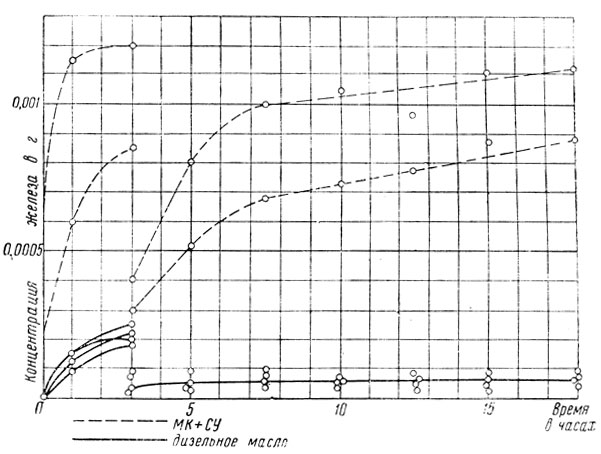
Фиг. 15. Кривые изменения концентрации железа в г на 1 г масла в первоначальный период приработки для двигателей Д50
Основные выводы, которые можно сделать из произведённых испытаний, следующие.
1. Характеристика масла оказывает большое влияние на качество при-работки поверхностей.
2. Приработка деталей, изготовленных из чёрных металлов, при горячей обкатке заканчивается через несколько часов.
3. Характеристика износоустойчивости деталей двигателя по концентрации железа является односторонней, потому что, помимо трущихся деталей, изготовленных из стали и чугуна, в двигателе имеются трущиеся поверхности, покрытые антифрикционными сплавами - баббитом и бронзой.
4. Горячая приработка двигателя менее совершенна, чем холодная, на что указывает значительное количество экспериментальных работ, произведённых над различными двигателями НАМИ, ЦИАМ, Техрацнефть и другими научно-исследовательскими организациями.
Теория и практика приработки трущихся поверхностей деталей машин позволяет сделать вывод, что наряду с повышением износоустойчивости, а следовательно и увеличением срока службы, создаётся надёжность работы узлов в условиях эксплуатации, так как устраняется опасность задиров, заеданий и ненормального износа.
Некоторые способы нанесения покрытий
При ремонте деталей тепловозов для компенсации износа можно применять различные способы восстановления: наплавку, хромирование, металлизацию, осталивание и пр.
На основании изучения физико-механических свойств покрытий составляется ряд технологических вариантов, которые могут быть применены для восстановления той или иной неисправной детали. Составляются технико- экономические расчёты с определением стоимости ремонта по формуле
C=Y/nП
где C - стоимость ремонта, отнесённая к 1 км пробега, в руб.;
Y - расходы, связанные с ремонтом детали, в руб.;
n - коэффициент сравнительной износостойкости детали после ремонта;
П - пробег тепловоза до смены детали в км.
Расходы, связанные с ремонтом детали, складываются из заработной платы, стоимости материалов и накладных расходов.
Пробег тепловоза берётся до первого ремонта, связанного со сменой новой детали по предельному износу. Коэффициент сравнительной износостойкости детали после её ремонта определяется на основании испытания на износ. Коэффициенты износостойкости для различных материалов приведены в табл. 4.
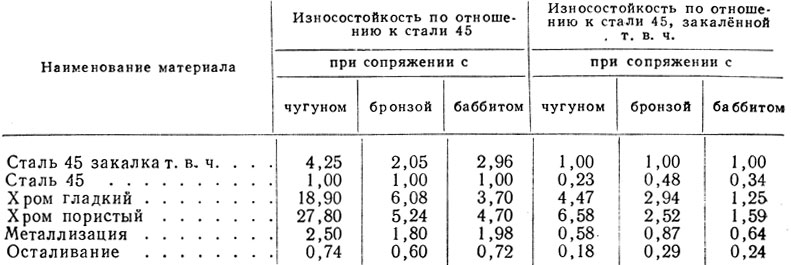
Таблица 4
Электроискровой способ упрочнения поверхностей и нанесения покрытий. Правилами ремонта тепловозов предусмотрено упрочнение целого ряда деталей электроискровым способом. Способ электроискровой обработки основан на электрической эрозии. Электрическая искра, возникающая между двумя электродами (контактами), разрушает эти электроды, т. е. образуется явление эрозии, причём частицы металла переносятся от анода к катоду. Искровой разряд производит направленное разрушение металла, вследствие чего на поверхности детали образуется слой, прочно сцепляемый с основным металлом.
На фиг. 16 представлена электрическая схема установки с конденсатором для покрытия металла электроискровым способом. Наращиваемый металл 1 закрепляют в зажиме специального аппарата. При обычных условиях, т. е. на воздухе, можно получить слой до 0,1 мм, в нейтральном газе - несколько больше. Слой наращиваемого металла получается пористый и шероховатый, поэтому он нуждается в шлифовании.
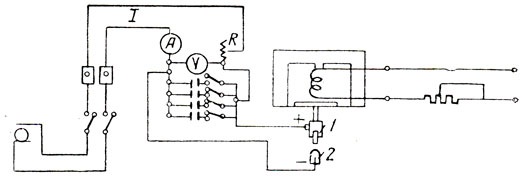
фиг. 16. Электрическая схема установки с конденсатором для покрытия металлов электроискровым способом: 1 - металл для наращивания; 2 - деталь
Наращивание делают пистолетом-вибратором, который представляет собой электромагнитный прибор, состоящий из следующих основных частей: держателя прутков металла с якорем, пружины якоря, сердечника, обмотки и предохранительного кожуха. При соприкосновении наращиваемого металла с поверхностью детали возникает искровой разряд, который переносит металл с анода на катод, т. е. на изношенную поверхность. Якорь пистолета вибрирует с частотой, пропорциональной частоте тока электрической сети.
Поверхности круглых деталей наращивают на токарном станке при закреплённом пистолете-вибраторе в суппорте. Зазор между деталью и прутком металла регулируют поперечной подачей суппорта, а покрытие вдоль поверхности детали - продольной подачей суппорта
Режимы электроискрового наращивания твёрдым сплавом "Сормайт" приведены в табл. 5.
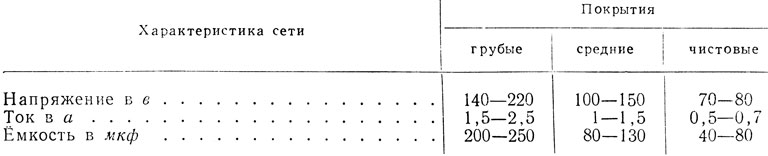
Таблица 5
Схема технологического процесса электроискрового наращивания заключается в следующем:
1) очистка детали;
2) закрепление пластинки или прутка в держателе пистолета;
3) включение источника постоянного тока с проверкой по вольтметру величины напряжения;
4) включение рубильника и подбор ёмкости; проверка тока короткого замыкания путём прикасания прутка или пластинки К поверхности детали;
5) включение вибратора и наращивание поверхности.
Электроискровым способом можно "прошивать" детали, сделанные из твёрдых сплавов, плохо поддающиеся обработке обычными способами, а также извлекать поломанные шпильки, штифты и т. д. В последнем случае у шпильки или штифта прошивают трёхгранные или квадратные отверстия, в которые вставляют бородок и извлекают обломок. Таким способом можно удалить обломок сверла или метчика. При удалении сломанных деталей рекомендуются следующие режимы: напряжение 120-220 в, ёмкость конденсатора 100-400 мкф, ток короткого замыкания 7-30 а.
При помощи специально приспособленных сверлильных станков методом электроискровой обработки изготовляют штампы.
На заточном электроискровом станке производят заточку резцов с пластинками из твёрдого сплава.
Металлизация поверхности. Для восстановления изношенных вследствие трения поверхностей шеек, например у валов и цапф, а также, если отсутствует необходимый натяг, например в местах посадки подшипников качения, применяется способ нанесения покрытий при помощи металлизации.
На поверхности, подлежащей металлизации, на станке делается рваная нарезка глубиной от 0,5 до 0,8 мм с шагом 0,8-1,5 мм в зависимости от диаметра обрабатываемой детали (чем больше диаметр, тем больше шаг). Вместо образования рваной нарезки на металлизируемой поверхности, имеющей высокую твёрдость, например у валов с закалёнными шейками, применяется способ бесконденсаторной электроискровой обработки.
Обработка поверхности производится на круглошлифовальном или специально приспособленном токарном станке, который используется также для металлизации и обработки поверхности после металлизации.
Схема электроискровой установки представлена на фиг. 17. Для обработки используется постоянный ток, подводимый через выключатель 1. В качестве контрольных приборов применяются амперметр 2 и вольтметр 3. Инструментом является чугунный диск 6, изолированный электрически от шпинделя и снабжённый токоподводящим коллекторным устройством. Для регулирования напряжения предусмотрен реостат 7. Источником тока может служить любая установка, способная дать напряжение в пределах 20-30 в и ток величиной 150-200 а.
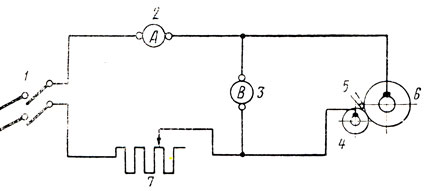
Фиг. 17. Схема электроискровой установки: 1 - выключатель; 2 - амперметр; 3 - вольтметр; 4 - обрабатываемый вал; 5 - подвод жидкой среды; 6 - чугунный диск; 7 - реостат
Скорость вращения обрабатываемого вала 4 находится в пределах 60-80 об/мин, а окружная скорость диска - около 18 м/сек, в качестве жидкой среды применяется водная суспензия буры с концентрацией 70-80 г/л.
Перед металлизацией после электроискровой обработки поверхность детали очищается пескоструйным способом при давлении сжатого воздуха 5-6 ати.
Металлизация производится электрометаллизатором ЛК; напряжение 30в при токе 70 а; диаметр проволоки 2 мм; давление дутьевого воздуха 6 ати; расстояние сопла от металлизируемой поверхности 100-120 мм.
Шлифовка шеек и цапф может производиться как шлифовальными кругами, так и электроискровым способом.
В первом случае скорость вращения вала находится в пределах 55-65 об/мин и окружная скорость шлифовального круга - 25-30 м/сек, а глубина подачи в пределах 0,01-0,15 мм.
Во втором случае, т. е. при шлифовании шеек электроискровым способом, первичная обработка производится при напряжении 30 в и токе 200 а, чистовое шлифование - при напряжении 18 в и токе 50-60 а, а доводка - при напряжении 6 в и токе 8-10 а.
У шеек, работающих в условиях эксплуатации с масляным слоем, делается улучшение покрытия путём пропитки в масле, подогретом до 80-100° в течение 10 час.
Оксидирование. Оксидирование (воронение) чёрных металлов применяется как защитно-декоративное покрытие и производится химическим или электролитическим способом.
Оксидная плёнка состоит из магнитной окиси железа Fe3O4, толщина которой находится в пределах 0,6-0,8 мк. Оксидная плёнка обладает слабой устойчивостью на истирание.
Процесс оксидирования химическим путём производится по следующей схеме: маркировка деталей, обезжиривание в горячей щёлочи, промывка в горячей проточной воде, декапирование, промывка в холодной проточной воде, оксидирование, промывка в холодной проточной воде, промывка в горячем мыльном растворе, сушка сжатым воздухом или в сушильном шкафу, контроль качества покрытия.
Маркировка делается резиновым клеймом, смоченным в растворе следующего состава:
| Медный купорос CuSO4•5H2O | 30 г/л |
| Серная кислота H2SO4 | 3,3 мг/л |
Горячее химическое обезжиривание производится в щелочных растворах при температуре 90-100°С в ваннах (фиг. 18). Ниже даётся один из общепринятых составов:

Декапирование (удаление налёта окислов) делается в ваннах с 3-10%-ным раствором серной кислоты в течение 3-5 мин.
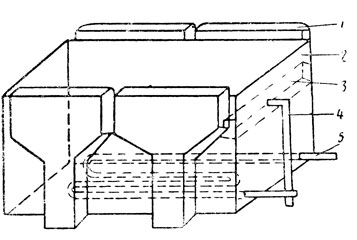
Фиг. 18. Ванна горячего щелочного обезжиривания: 1 - кожух бортовой вентиляции; 2 - корпус ванны; 3 - сливной карман для стока пены; 4 - сливная труба; 5 - глухой паровой змеевик
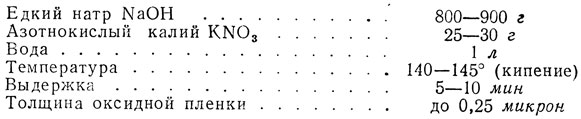
Метод химического оксидирования отличается большим количеством вариантов по составу и концентрации компонентов. Для получения относительно утолщенной, а следовательно, более коррозионно устойчивой оксидной плёнки, свободной от красного налёта, оксидирование выполняется в двух ваннах.
Первая ванна:

Вторая ванна:
Рабочая ёмкость производственных, ванн 300-500 л (фиг. 19). Подогрев и поддержание рабочей температуры раствора осуществляются электронагревателями, мощность которых составляет в среднем 0,070-0,075 квт на 1 л раствора в период разогрева, и около 30% указанной мощности расходуется для поддержания кипения.
Фиг. 19. Ванна щелочного оксидирования
Электролитическое оксидирование осуществляется в следующем порядке.
После декапирования и промывки в холодной воде детали подвергают в течение 5 мин анодной обработке в 5%-ном растворе двухромовокислого калия (K2Cr2O7), подогретого до 40-50° при плотности тока 5 а/дм2. В качестве катодов применяются пластины рольного свинца. Детали, промытые в проточной воде, оксидируют в 40%-ном растворе едкого натра. Рабочая температура электролита 65-80°. Анодная плотность тока 2,5-5 а/дм2. Выдержка 10-30 мин.
Окончательная промывка деталей производится в 2-3% -ном растворе мыла, подогретого до 70-80°. Качество оксидирования проверяют следующим образом. Детали, отобранные для испытания, обезжиривают бензином или спиртом, после чего опускают на 30 сек в 3%-ный раствор медного купороса, нейтрализованного окисью меди.
Вынутые детали промывают водой и высушивают фильтровальной бумагой. При хорошем качестве покрытия на поверхности деталей не должно быть омеднённых участков и точек, за исключением острых кромок, рёбер и мест сварки, на которых допускается наличие отдельных омеднённых точек. У двигателей Д50 оксидируют поверхность анкерных, сшивных и цилиндровых шпилек.
Фосфатирование. Фосфатирование - процесс, при котором на поверхности металла образуется плёнка не растворимых в воде фосфорнокислых соединений различных металлов. Фосфатная плёнка является прекрасным грунтом для различных красок, лаков и смазок. Плёнка обладает высокими изоляционными свойствами. Жароустойчивость фосфатной плёнки доходит до 600°.
Коррозионная стойкость фосфатной плёнки может быть повышена во много раз пропитыванием её лаками или смазками. Фосфатирование является неотъемлемым технологическим процессом при создании грунта под окраску в автомобильном и транспортном машиностроении.
Технологический процесс фосфатирования предусматривает следующие операции: пескоструйную очистку, монтаж в приспособлении, фосфатирование, промывку в горячей проточной воде, сушку сжатым воздухом или в сушильном шкафу, контроль качества покрытия, вспомогательную пропитку смазками или лаками, сушку лакокрасочного покрытия, приёмку готовой продукции.
Фосфатирование химическим путём делают препаратом "Мажеф". Препарат получил название по входящим в него компонентам - марганцу, железу и фосфорной кислоте. Препарат "Мажеф" представляет собой марганцевую соль ортофосфорной кислоты с примесью фосфорнокислых солей железа.
Рабочая концентрация препарата "Мажеф" устанавливается в пределах 27-32 г/л. Рабочая температура раствора 97-99°. Удельный расход препарата "Мажеф" составляет 120-140 г/м2 фосфатируемой поверхности.
По техническим условиям препарат "Мажеф" должен содержать:

Опыт работы МОСКОВСКОГО автозавода имени Лихачёва показывает, что фосфатирование можно применять, как способ борьбы с задирами поверхностей трущихся пар.
При наличии фосфатной плёнки, обладающей адсорбционной способностью, улучшаются условия смазки, благодаря чему уменьшается возможность непосредственного соприкосновения двух трущихся металлических поверхностей.
Последовательность технологического процесса в данном случае следующая: монтаж деталей на подвеске; электрохимическое обезжиривание в щелочном растворе; промывка в тёплой проточной воде; декапирование; промывка в холодной проточной воде; обработка в содовомыльном растворе; промывка в горячей проточной воде; фосфатирование; промывка в горячей проточной воде; обработка в пассирующем растворе; промывка в горячей воде; сушка; смазка; удаление избытка масла; проверка качества обработки.
Все подготовительные операции сходны с операциями при оксидировании.
Для удаления ржавчины и окалины травление производится в растворе, содержащем 70-90 г/л серной кислоты, 50-70 г/л соляной кислоты и 20-25 г/л поваренной соли при 15-40°, выдержка на катоде 5-10 мин при плотности тока 7-10 а/дм2.
Приспособления для фосфатирования изготовляют из стали марок Ж-3 и Ж-4, которые не реагируют с фосфатирующим раствором ванны и пригодны для продолжительной эксплуатации. При изготовлении приспособлений из простой поделочной стали их никелируют или покрывают тройным слоем королака (ТУ МХП 1085-44). На фиг. 20 показано приспособление для защиты торцовых поверхностей поршневых колец при фосфатировании.
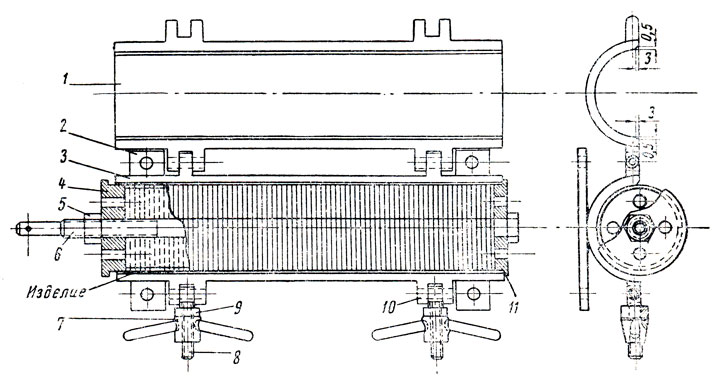
Таблица 20. Приспособление для защиты торцовых поверхностей поршневых колец при фосфатировании: 1 - верхняя крышка; 2 - планка; 3 - нижняя крышка; 4 - упорная верхняя шайба; 5 -гайка; 6 - болт; 7 - гайка-маховик; 8 - откидной болт; 9 - шайба; 10 - штифт; 11 - упорная нижняя шайба
Толщина фосфатной плёнки составляет 2-30 мк в зависимости от изделия.
В тепловозном деле фосфатирование применяется как защитное покрытие тормозных резервуаров, а также для предохранения от задиров цилиндров х втулок двигателей 2Д100 и гаек шатунных болтов двигателей.
Влияние эксплуатационных условий на работу узлов и деталей тепловоза
Условия эксплуатации и качество ухода имеют большое значение для состояния локомотивов. Отличный уход за тепловозами обеспечивает безаварийную их работу, гарантирует полное использование мощности и тяговых свойств локомотива между плановыми ремонтами, а при постановке в ремонт, как правило, позволяет экономить материальные средства и сокращает время простоя. Большого успеха в обслуживании тепловоза добился машинист депо Красноводск Ашхабадской ж. д. А. Г. Антюнкин, тепловоз которого в течение девяти лет ни одного раза не был в заводском ремонте. Благодаря этому сбережения государству составляют 773 тыс. руб.
Тепловозы работают в различных климатических условиях. Так, например, на Ашхабадской ж. д. температура наружного воздуха в летнее время доходит до +47°, а в зимнее время до -20°, на Туркестано-Сибирской ж. д. морозы достигают -40°, а температура летом повышается до 35-40°С. В зимний период осложняется работа машин и поэтому предъявляются повышенные требования к обслуживающему персоналу. В период подготовки тепловозов к зимней работе осуществляется комплекс мероприятий по утеплению некоторых узлов.
В летний период от бригады требуется особое внимание к машинам тепловоза, так как воздух, поступающий с высокой температурой в двигатель и холодильник, а также в электрические машины, изменяет условия их работы. Двигатель получает меньший весовой заряд воздуха, поэтому избыток его, необходимый для полного сгорания, сокращается, но остаётся достаточным для снятия необходимой мощности. На Ашхабадской ж. д. нередко приходится водить поезда во время песчаных бурь; в таких условиях особенно важное значение приобретает состояние фильтров, через которые воздух поступает к воздуходувке. Загрязнённый механическими частицами фильтр создаёт повышенное сопротивление, способствующее уменьшению весового заряда воздуха.
Как известно, перегрев обмоток электрических машин допускается в известных пределах в зависимости от их класса. При увеличенной температуре наружного воздуха диапазон перегрева сокращается, но умелое ведение поезда позволяет и летом водить поезда без снижения веса. Так, если после езды по участку с полной мощностью необходимо снизить нагрузку или перейти на холостой ход по условиям профиля пути, то работа двигателя на повышенных оборотах в данных условиях даст возможность быстрее охладить обмотки электрических машин, а значит подготовить их к следующему, более тяжёлому режиму.
Аналогичные условия складываются для охлаждающей воды и масла двигателя. Таким образом работа двигателя на повышенных режимах (при большем числе оборотов) даёт возможность поддерживать более низкие средние и пиковые температуры как у электрических машин, так и у холодильников.
Существенное значение в этих условиях приобретает чистота поверхности электрических машин и секций холодильника, омываемой воздухом. Загрязнённые изнутри и снаружи агрегаты хуже отводят тепло, а следовательно, способствуют повышению температуры изоляции электрических машин, а у двигателей - воды и масла. Отсюда следует вывод, что эти поверхности должны быть всегда безукоризненно чистыми. Поэтому режимы продувки и очистки поверхностей электрических машин, а также промывки и обдувки секций холодильников следует неуклонно соблюдать. Это на первый взгляд небольшое мероприятие влияет в известной степени на реализацию мощности тепловоза.
Зимой возможность перегрева значительно уменьшается, но зато появляется опасность замораживания частей двигателя, холодильников и трубопроводов и загустения смазки в трущихся узлах тепловозов. Отсюда возникает необходимость утепления некоторых частей, поддержание температуры воды и масла на необходимом уровне и сезонной смены смазки. Например, в буксах, оборудованных скользящими подшипниками, и моторно-осевых подшипниках тяговых электродвигателей необходимо летнюю смазку заменить более жидкой зимней, с одновременной заменой подбивки.
Характерным примером влияния условий эксплуатации на работу деталей двигателя является износ и преждевременная замена поршневых колец и поршней вследствие пригорания колец. Наиболее ярко это явление проявило себя в зимний период 1950/51 г. на Оренбургской и Ташкентской ж. д. В результате пригорания в ручьях кольца теряют пружинящие свойства, отчего нарушается плотность их в цилиндровых втулках, и газы из камеры сгорания проникают в картер, смазка на втулках теряет свои смазывающие свойства, мощность двигателя падает, а расход топлива и смазки увеличивается. Одновременно повышается температура поршней, что ведёт к местному выгоранию их и задирам. Наблюдались даже случаи взрыва масляных паров в картере вследствие задира поршней и втулок.
По технологическим процессам ремонта тепловозов ТЭ1 и ТЭ2 выемка поршней и их ремонт должны были производиться у тепловозов грузового парка через 75 000 км; на самом деле выемка поршней в 1950 г. производилась гораздо раньше, как это следует из диаграммы фиг. 21, для депо Эмба Оренбургской ж. д. и депо Ташкент-товарный Ташкентской ж. д. Наибольшее число тепловозов, у которых преждевременно вынимались поршни, имеют пробег между их выемками 15 000 км, что характерно для обоих депо. Таким образом, сроки осмотра практически в пять раз меньше предусмотренных нормой.
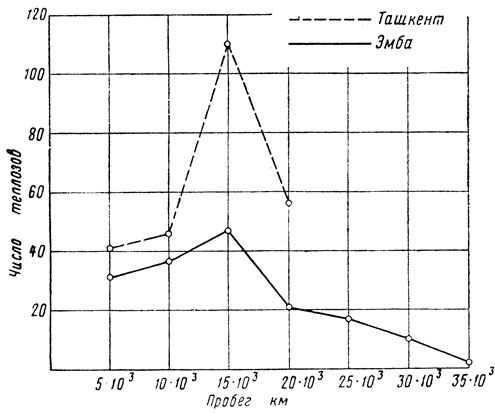
Фиг. 21. Диаграмма пробегов тепловозов до выемки поршней вследствие нагарообразования
По времени года количество вынутых поршней и пригоревших на них колец не является стабильным, а меняется по месяцам. На фиг. 22 представлена диаграмма пригорания колец по месяцам в 1951 г. на 46 двигателях, находившихся под наблюдением в одном из депо Оренбургской ж. д. Таким образом количество сменяемых колец неуклонно падало, хотя в мае, августе и октябре наблюдалось некоторое повышение от общего уровня. Последнее обстоятельство объясняется оздоровительным ремонтом по поршневой группе, проводимым в порядке подготовки тепловозов к зимней работе. Своевременное оздоровление поршневой группы в летний период позволило добиться в зиму 1951/52 г. более благополучного положения с внеплановым ремонтом по выемке поршней, чем в зиму 1950/51 г.
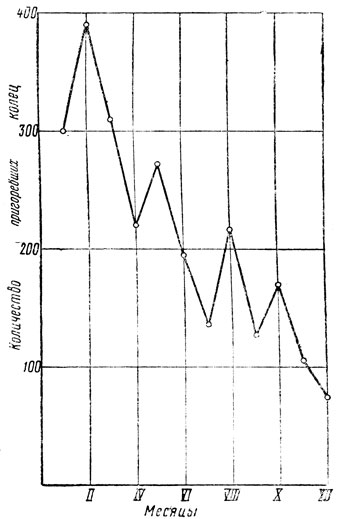
Фиг. 22. Количество пригоревших колец по месяцам
Установлено, что основными причинами образования нагара на головках поршня и пригорания поршневых колец в ручьях являются следующие:
1) специфические условия эксплуатационной работы, при которой двигатели в зимний период длительное время работали на холостом ходу на промежуточных станциях и в оборотных депо с целью прогрева (время работы на холостом ходу достигало 75-80% от общего числа часов работы);
2) применение масла несоответствующего качества;
3) применение уплотняющих колец с пониженными антифрикционными свойствами и упругостью;
4) неустойчивая работа топливной аппаратуры, в особенности на малых оборотах двигателя при холостом ходе;
5) несвоевременная очистка фильтров турбовоздуходувки и неправильное переключение её на зимний режим работы.
Подаваемый в двигатель холодный воздух при изношенной топливной аппаратуре создавал неустойчивую работу цилиндров, выражающуюся в пропуске вспышек. Пропуск вспышек приводил к скоплению в цилиндрах несгоревшего топлива, которое в сочетании со смазкой, поступающей от воздухонагнетателя турбовоздуходувки, способствовал обильному нагарообразованию при сравнительно низких температурах поршней.
Применение масел, обладающих большой способностью к коксованию, и неправильное пользование фильтрами ускоряло процесс нагарообразования, приводившего к преждевременной выемке поршней.
В качестве основного мероприятия по предупреждению внепланового ремонта были установлены уменьшенные пробеги тепловозов между плановыми осмотрами и временно введён укрупнённый осмотр через пробег 30-45 тыс. км.
Действующими правилами ремонта выемка поршней предусматривается на большом периодическом ремонте через пробег 55 тыс. км у тепловозов, работающих в грузовом движении, и 75 тыс. км у тепловозов, работающих в пассажирском движении.
Были повышены требования к топливной аппаратуре и налажено регулирование её при реостатных испытаниях. Для смазки стали применять дизельное масло марки Д11 (ГОСТ 5304-54). Установлен лабораторный кон-троль за применяемым маслом и топливом.
Наряду с этим были проведены конструктивные и технологические мероприятия, которые заключались в следующем.
1. По предложению ЦНИИ уменьшен диаметральный зазор между верхней частью поршня и втулкой с 3,45 до 3,1 мм в холодном состоянии.
2. Харьковским заводом понижено расположение уплотняющих колец и введена в верхней части поршня термоизоляционная канавка. Эти мероприятия снизили температуру верхнего уплотняющего кольца, что улучшило условия его смазки и уменьшило возможность обильного нагарообразования, приводящего к пригоранию колец.
3. Улучшена технология изготовления колец и применена специальная оправка "звёздочка" при термофиксации колец. Благодаря этому приспособлению у работающего в цилиндре кольца создаётся наиболее благоприятная равномерная эпюра давления на стенку.
В качестве эксплуатационных мероприятий была упорядочена работа тепловозов с сокращением времени холостого хода двигателей и введён режим работы холостого хода при пятом положении рукоятки контроллера, при котором получается более устойчивая работа топливной аппаратуры. Правда, при этом режиме увеличивается расход топлива и смазки.
В настоящее время в ряде депо заканчиваются опыты по применению трапецоидальных колец, которые, по предварительным данным, дают хорошие результаты, позволяющие увеличить пробег тепловозов до выемки поршней.
Применение радиоактивных изотопов для контроля дефектов металла и определения степени износа
Радиоактивные изотопы, или меченые атомы, находят широкое применение в различных областях техники благодаря своей способности самопроизвольно распадаться с образованием частиц, из которых некоторые обладают электрическим зарядом.
Подсчитывая с помощью счётчиков количество заряжённых частиц, образовавшихся при распаде, и зная скорость, с какой атомы распадаются, вычисляется количество содержащихся меченых атомов.
В исследованиях чаще всего применяются радиоактивные металлы: кобальт, цинк, железо, хром, марганец, сурьма, вольфрам и др.
В исследованиях используются изотопы с проникающим на большую глубину гамма-излучением и с неглубоко проникающим бета-излучением.
Радиоактивные изотопы в технике применяются главным образом для изучения свойств облучаемого вещества, при просвечивании металлов и изделий с целью определения пороков, а также для перемещения частиц радиоактивного вещества на изделие.
Метод просвечивания изделий - авторадиография - нашёл широкое применение. Этим методом возможно определять ничтожное количество примесей и загрязнений в металле, что особенно важно для ответственных деталей локомотивов. Методом авторадиографии исследуется ликвация серы и фосфора в стали, распределение вольфрама в сплавах, применяющихся при высоких температурах, и в других случаях.
Особо широкое применение получил метод просвечивания изделий гамма-лучами. В этом случае обнаруживаются внутренние дефекты металла. В на-стоящее время все коленчатые валы двигателей 2Д100 подвергаются просвечиванию гамма-лучами и по фотоплёнке определяют те или другие отступления от эталонов гамма-грамм.
Пучок лучей, прошедший через металл, оставляет на плёнке различный по интенсивности отпечаток. Там, где имеются раковины или рыхлость в отливке, интенсивность будет выше. Этот метод даёт возможность определять не только наличие дефекта, но и глубину его распространения.
Этим же методом можно измерять толщину изделий, например стенок труб, не прибегая к их демонтажу. Таким образом можно определить износ труб.
Изотопы используются для выявления микротрещин как у магнитных, так и у немагнитных металлов. В этом случае раствор слабоактивной соли поливают на исследуемую поверхность, которую затем обтирают и прикладывают к ней фотобумагу. При наличии трещин на бумаге будет получен соответствующий отпечаток.
Метод определения перемещения частиц радиоактивного вещества в изделии получил широкое применение при исследовании износа деталей. Для этого испытуемую деталь подвергают облучению в ядерном реакторе. В процессе износа, проверяемом на стенде, частицы металла циркулируют вместе с маслом мимо счётчика. Интенсивность излучения пропорциональна величине износа, что и регистрируется счётчиком. Меняя режим нагрузки и скорость, можно этим методом определить малые величины износа, которые невозможно измерить обычными методами. При обычных измерениях для ускорения испытания нагрузку и скорость доводят до величин, превышающих нормальные эксплуатационные условия, и поэтому не всегда получают сущность процесса износа.
В качестве примера на фиг. 23 представлена схема установки для испытания зубчатого редуктора с применением счётного прибора для определения степени насыщения циркулирующего в системе масла радиоактивными частицами.
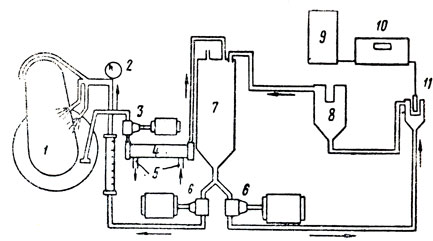
Фиг. 23. Схема установки для испытания на износ шестерён редуктора: 1 - редуктор; 2 - манометр; 3 и 5 - масляные насосы; 4 - холодильник масла; 6 -подвод и отвод охлаждающей воды; 7 - маслоотстойник; 8 - фильтр; 9 - счётчик; 10 - пересчётный прибор; 11 - датчик
Сняв радиограммы с обеих зубчаток, из которых только одна подверглась облучению, можно после испытания определить степень переноса радиоактивных частиц с облучённой зубчатки на необлучённую.
Пои определении износа пары удобно метить одну деталь одним изотопом, а другую деталь другим. Так, например, можно определить износ подшипника и вала. Износ можно записывать самопишущим прибором. Последний способ особенно эффективен при определении режима обкатки и приработки деталей узлов и машин после ремонта.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'