§ 4. Ремонт шпал и брусьев
Ремонт шпал и брусьев при текущем содержании пути, как правило, осуществляется без изъятия их из пути. Снятые с пути шпалы при различных ремонтах пути в основном ремонтируют в шпалоремонтных мастерских, которые по технологии ремонта и оборудованию подразделяются на три типа.
Первый тип - стационарные мастерские с комплектом оборудования на постоянных фундаментах размещаются в крытом помещении площадью около 560 м2, построенном из сборно-разборных деревянных конструкций.
Второй тип - стендовые мастерские с комплектом оборудования, установленного на рельсовых звеньях колеи 1 524 мм под легким разборным навесом.
Третий тип - передвижные мастерские, смонтированные на четырехосной железнодорожной платформе.
Стационарные и стендовые мастерские, как правило, располагаются на постоянных звеносборочных базах и шпалопропиточных заводах.
Передвижные мастерские предназначены для ремонта шпал в отдельных пунктах и на временно действующих звеносборочных базах. На рис. 129 представлена схема сборно-разборной шпалоремонтной мастерской производительностью 420 шпал в смену; ремонт шпал осуществляется поточно-индустриальным методом. Длина поточной линии 47,3 м. Количество работающих в одну смену 17 человек.
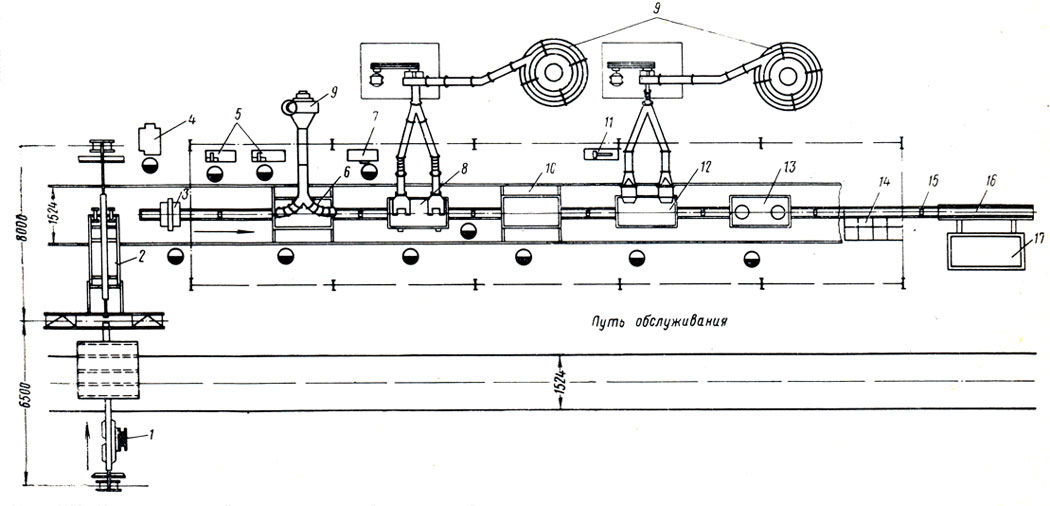
Рис. 129. Схема стендовой шпалоремонтной тмастерской: 1 - таль электрическая ТЭ-2-230; 2 - шпалотаскатель; 3 - костылеискатель; 4 - станок круглопильный; 5 - станок для нарезки винтов; 6 - шпалоочистительный станок; 7 - ножеточильный станок; 8 - станок для зарубки шпал; 9 - вентиляция; 10 - станок для стяжки шпал; 11 - точильно-шлифовальный станок; 12 - станок для сверления шпал; 13 - гидрогресс для запрессовки втулок; 14 - установка для покрытия шпал гилроизоляцией; 15 - электророльганг; 16 - шпалосбрасыватель; 17 - ящик-сборник для готовых шпал
Для обеспечения основного производственного потока всеми необходимыми заготовками, а также паром и сжатым воздухом в мастерских имеются: а) заготовительное отделение, производящее заготовку вкладышей и пробок из пиломатериала и негодных для укладки в путь шпал; б) отделение пропитки, предназначенное для пропитки вкладышей и пробок в ваннах, одна из которых имеет паровой подогрев антисептика до 90°С.
Технологический процесс ремонта шпал заключается в следующем: со склада шпалы подаются краном на рольганг; их проверяют дефектоскопом для выявления и удаления костылей с отломанной головкой. Затем с поверхности шпалы удаляется грязь и песок, и тщательно прочищаются трещины. После этого зарубочным станком вырезают поврежденную древесину на глубину в зависимости от степени повреждения шпалы. Обработанная таким образом шпала подается сначала на станок, где производится установка стяжных деревянных или металлических винтов, а затем на сверлильный станок, где в шпале просверливаются отверстия. В просверленные отверстия гидропрессом запрессовываются втулки (рис. 130) и шпала подается в специальную ванну для покрытия ее гидроизоляцией, а затем по рольгангу в ящик-сборник, откуда автопогрузчиком (после накопления) убирается в штабель.
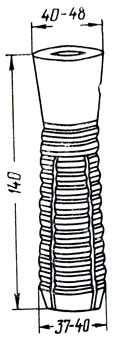
Рис. 130. Втулка
Последовательность операций по ремонту шпал в мастерских других типов в основном та же.
Путевые машинные станции и дистанции пути, не имеющие возможности направить изъятые из пути подлежащие ремонту шпалы в шпалоремонтные мастерские, организуют на местах специализированные пункты по их ремонту. При ремонте шпал в специализированных пунктах предусматривается: удаление из шпал сломанных костылей и шурупов; очистка поверхности шпал и имеющихся в них трещин; постановка пропитанных пробок в старые костыльные или шурупные отверстия; удаление изношенной древесины в местах укладки подкладок; антисептирование трещин и зачищенных мест; сжатие сквозных по торцу трещин и обвязка проволокой диаметром 6 - 7 мм, металлической полосой или постановка металлических болтов.
1. Каковы особенности сварки рельсов электроконтактным, газопрессовым, алюминотермитным и электродуговым способами?
2. Из каких основных операций состоит работа по ремонту шпал в шпалоремонтных мастерских, в специализированных ремонтных пунктах?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'